Industrielle Anwendungen Automobillackierung
Hochleistung
Eine der flexibelsten Lackieranlagen in der Räderbranche hat die SuperAlloy Manufaktur GmbH in Loßburg in Betrieb genommen. Die Basis der Flexibilität bildet die in zwei Bereiche gegliederte Raddatenbank.

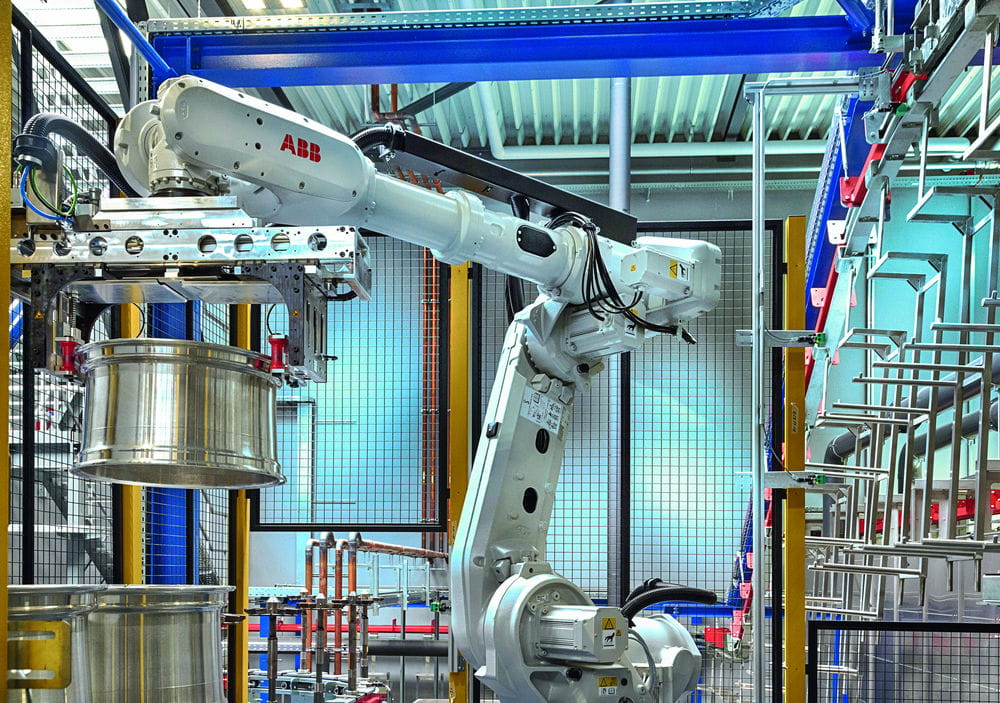
Der erste Bereich enthält – für das Handling – die geometrischen Raddaten sowie die Maskiervorschriften. Der zweite Bereich beinhaltet die Prozess- und Zieldaten eines Rades. Für den flexiblen und gleichzeitig optimierten Betrieb erstellt SuperAlloy täglich einen Lackierplan. Die Lackieranlage verfügt über einen hohen Automatisierungsgrad. SuperAlloy kann die Beschichtung der Räder exakt verfolgen und eine detaillierte Qualitätssicherung sicherstellen. Das System ist so konzipiert, dass die Durchgangszeiten und Energiekosten minimiert sind. Die ABB-Handlings-Roboter können die Förderersynchronisierung „on the flight“ ausführen. Laserlichtschranken detektieren jede Spindel exakt und geben das Startsignal für die Roboter. Die Greifeinheiten stammen von Firma Schunk und wurden durch Rippert Anlagentechnik spezifiziert.
Am Prozessbeginn übergibt ein Knickarmroboter die Räder an den Kreisförderer. In der 13 Zonen umfassenden Vorbehandlung durchlaufen sie u.a. zwei alkalische Entfettungsstufen, eine Deoxidationszone und die VE-Spüle. Anschließend werden die Räder bei bis zu 180 °C getrocknet, entgast und in zwei Stufen auf 40 °C abgekühlt.
Grundierung, Klarpulver und Pulvertrocknung
Danach findet die vollautomatische Übergabe auf die Drehspindeln des Verteilförderers (Transfer T1) statt. Für die Beschichtung mit Farbpulver und Polyesterklarpulver hat SuperAlloy zwei geschlossene, vollklimatisierte Pulverkabinen installiert. In die Kabinen gelangen die Räder über einen Handlings-Roboter. Bei der elektrostatischen Beschichtung werden 80 – 100 µm Pulver aufgebracht. Überschüssiges Pulver gelangt über eine Luftfilterung wieder zurück in den Pulvervorratsbehälter. Störstoffe werden durch eine Siebmaschine herausgefiltert. Nach der Beschichtung erfolgt die Übergabe der Räder auf die Spindeln des Pulvertrocknerförderers SF2 (Transfer T2). In einem Zwischenschritt der Übersetzeinrichtung werden Nabe und Flanschfläche auf einer Reinigungsstation abgesaugt. Nach dem Einbrennen bei 220 °C kühlen die Räder in zwei Stufen auf 40 °C ab. In der Inspektionskabine werden die Räder einzeln auf Beschichtungsfehler kontrolliert. Danach setzt ein Knickarmroboter die Räder vom Pulvertrocknerförderer auf den Nasslackförderer über. Möglich ist auch die Übergabe vom Nasslackförderer auf den Verbindungsförderer oder vom Verbindungsförderer auf den Nasslackförderer (Transfer T3).
Nasslack, Trocknung und Acryllack
Im nächsten Schritt werden die Räder in einem Vorwärmtrockner mit IR-Elektrostrahler auf bis zu 70 °C aufgeheizt. Erst dann erfolgt die Beschichtung in der Basecoat-Kabine. Dabei kommen elektrostatische Hochrotationsglocken für die Flächenleistung und elektrostatische Pistolen für die Eindringtiefe zum Einsatz. Durch diese Kombination ergeben sich ein hoher Auftragswirkungsgrad von rund 80 % und ein stark reduzierter Lackverbrauch. Nach dem Zwischenabdunsten erfolgt die Beschichtung in der Klarlack-Kabine. Danach durchfahren die Räder die zweite Abdunstzone. Basecoat und Klarlack werden gemeinsam bei ca. 170 °C eingebrannt. In der Kühlzone erfolgt wieder das zweistufige Abkühlen der Räder auf 40 °C. Für die Beschichtung setzt SuperAlloy Basecoat- und Klarlacke auf Lösemittelbasis ein. Die Reinigung der Abluft erfolgt über eine Thermische Verbrennungsanlage (TVA) mit Wärmerückgewinnung zur Heißwasser-Aufbereitung. Nach der Lackierung werden die Räder durch ein geteiltes Förderband automatisch vom Spindelförderer gehoben und mit einer Rollenbahnfördertechnik bis zur Verpackungshalle bzw. zu den Bearbeitungsmaschinen transportiert. Alternativ werden die Räder durch den Transfer 3 wieder auf den Verteilförderer umgesetzt und von diesem zur Acrylpulver-Beschichtungslinie transportiert. Der Pulver-Acryllack wird in einer Schichtstärke von ca. 45 µm vollautomatisch aufgetragen. Die relativ geringe Schichtstärke verlangt eine optimale Fluidisierung, um einen gleichmäßigen Materialfluss zu gewährleisten. Nach der Acrylpulverbeschichtung hebt ein geteiltes Förderband die Räder vom Spindelförderer und eine Rollenbahn fördert sie zur Endkontrolle.
Zum Netzwerken:
Rippert Anlagentechnik GmbH, Herzebrock-Clarholz, Helmut Hoch, Tel. +49 7473 947020, hoch@rippert.de, www.rippert.de