Industrielle Anwendungen Flugzeuglackierung
Flugzeugteile schützen
Im Rahmen des Clean Sky 2 Vorhabens des Forschungsprogramms Horizon 2020 wurden am Fraunhofer IPA verschiedene kommerzielle Vorbehandlungen, Grundierungen und Decklacke hinsichtlich ihrer Tauglichkeit zur Flugzeugbeschichtung untersucht. Hierbei standen vor allem der Korrosionsschutz und die Haftfestigkeit der Beschichtungen im Fokus. Daneben wurden auch Eigenschaften wie Temperatur- oder Kondenswasserbeständigkeit geprüft.

Cr(VI)-freie Beschichtungen und Vorbehandlungen werden auch in der Luftfahrt immer dringender benötigt, da aufgrund der TRGS 602 seit 1988 eine Einschränkung der Verwendung von Strontiumchromaten vorliegt, die als CMR–Stoffe (kanzerogen, mutagen und reproduktionstoxisch) eingestuft sind. Um die Anforderungen an Arbeitssicherheit und Umweltstandards zu erfüllen, müssen bis 2024 Chrom(VI)-freie Alternativen gefunden und für den Einsatz freigegeben werden.
Status quo
Das bis dato übliche Korrosionsschutzsystem besteht normalerweise aus dem oberflächenvorbehandelten Substrat, einer Grundierung und einem Decklack. Als Substrat dienen für Fahrwerke, Fahrwerksgehäuse und Radachsen bei Flugzeugen überwiegend hochfeste Stähle und Aluminiumlegierungen. Diese Substrate werden zunächst materialspezifisch vorbehandelt. Die Stähle werden anschließend z.B. kadmiert oder gelbchromatiert. Aluminiumlegierungen werden anodisiert, nach dem Chromsäure-, Schwefelsäure- und Weinsäureverfahren und (teilweise) verdichtet oder ebenfalls chromatiert (Chrom(VI)-Verbindungen). Die verwendeten Grundierungen sind meist auf Basis von 2K-Epoxid-Amin-Bindemittel mit aktiven Korrosionsschutzpigmenten, wie Strontiumchromat, aufgebaut. Sie sind für den Korrosionsschutz der Beschichtung verantwortlich, dienen aber auch als Haftvermittler zwischen Vorbehandlung (Konversionsschicht) und Decklack. Typische Schichtdicken liegen zwischen 15 bis 30 µm. Der Decklack dient als abschließende Schutzschicht und ist sowohl für die optischen Eigenschaften, den UV- und Chemikalienschutz als auch für die Kratzfestigkeit verantwortlich. Typische Schichtdicken sind hierbei
50 bis 130 µm.
Substrate, Materialien und Beschichtungen
| Testmatrix | Prüfungen |
| Prüfungen an den beschichteten Substratwerkstoffen (im unbelasteten Zustand) |
|
| Temperaturbeständigkeit (jeweils Haftung und Dornbiegeversuch) |
|
| Korrosionsschutzvermögen |
|
Zur Prüfung der Vorbehandlungen wurde eine 7075er Aluminium-Legierung verwendet. Als Ausschlusskriterium der Vorbehandlungen für die Korrosionsschutzwirkung diente der neutrale Salzsprühnebeltest. Für die Vorbehandlungen wurden neben dem TSA-Verfahren auch drei verschiedene Cr(III)-haltige Konversionsschichten geprüft. Die Applikation erfolgte am IPA mittels elektrochemischer Abscheidung bzw. im Eintauchverfahren. Im Fall der TSA-Anodisation wurde mit verschiedenen Abscheideparametern (Temperatur, Spannung) gearbeitet. Im letzten Schritt erfolgte eine Prüfung der besten Varianten mit einer Grundierung auf ihren Korrosionsschutz im neutralen Salzsprühnebeltest. Für die Lacksysteme wurde zunächst eine Studie von möglichen Grundierungen durchgeführt. Der Fokus lag dabei auf modernen, umweltfreundlichen Lacksystemen, wie z.B. wasserbasierten oder High-Solid-Beschichtungsstoffen auf 2K-Epoxidbasis, die kostengünstig, ressourcenschonend und energiesparend applizierbar sind. Diese neuen Grundierungen wurden mit dem Cr(VI)-haltigen Referenzsystem verglichen. Für die Versuche mit den insgesamt fünf neuen Grundierungen sowie dem Ist-Stand wurden vier Stahl- und zwei Aluminiumvorbehandlungsvarianten verwendet. Im Anschluss erfolgte eine erneute Prüfung der drei aussichtsreichsten Grundierungen, diesmal in Kombination mit einem Decklack (siehe Tabelle). Hierbei wurden drei, in der Luftfahrt gebräuchliche High-Solid 2K-PU Decklacke, verwendet.
Prüfungen der Vorbehandlungen und Beschichtungen
Bei den Voruntersuchungen wurden auf Aluminiumsubstrate die Vorbehandlungen abgeschieden. Hierbei zeigte sich, dass die verschiedenen Varianten starke Unterschiede in den Eigenschaften aufweisen. Den besten Korrosionsschutz bot dabei die TSA-Vorbehandlung, gefolgt von einer zweistufigen Cr(III)-haltigen Konversionsbehandlung, die im Eintauchverfahren aufgebracht wurde. Deswegen wurden für den nächsten Schritt folgende Varianten mit einer Grundierung beschichtet und deren Korrosionsschutzvermögen durch Salzsprühnebel- und Filiformkorrosionstest überprüft:
- Anodisierung (TSA), unverdichtet
- Zweistufige Cr(III)-Vorbehandlung
- Anodisierung und nachverdichtet mit Variante II
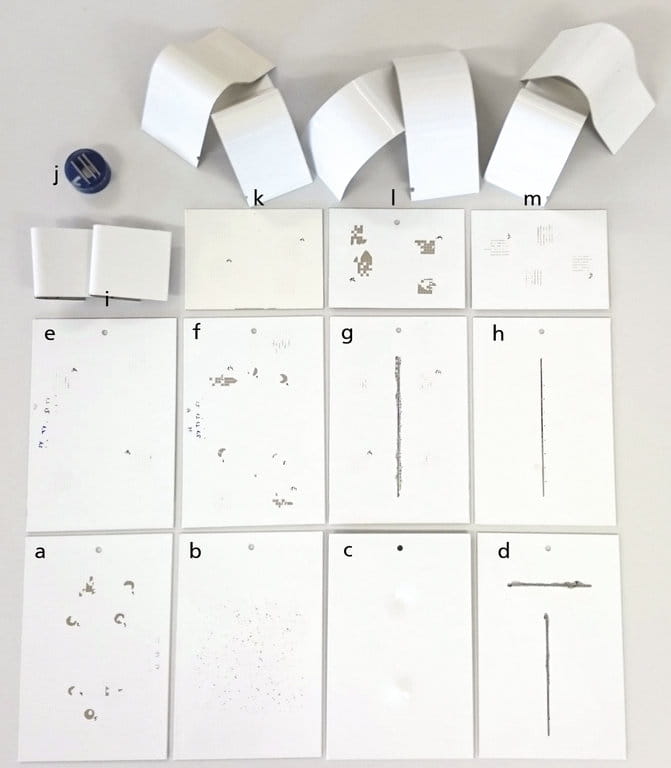
Vor allem die Varianten 1 und 2 ergaben auch nach 3000 h neutralem Salzsprühnebeltest gute Werte, während es bei 3 schon sehr früh zu Blasenbildung kam. Beim Filiformtest zeigte Vorbehandlung 3 ebenfalls die schlechteste Performance. Für einen ausreichenden Korrosionsschutz scheint die elektrochemisch abgeschiedene Anodisierschicht in diesem Fall am besten geeignet zu sein. Auch bei den Grundierungen wurden zunächst die vielversprechendsten Kandidaten für weitere Versuche identifiziert. So ermittelten die Forscher zunächst Eigenschaften im unbelasteten Zustand, wie u.a. Haftfestigkeit, Kratzfestigkeit, Elastizität, Farbton, Biegefestigkeit, aber auch die Beständigkeit gegenüber Einwirkung von Hitze, Kälte der Temperaturwechsel, die Beständigkeit gegenüber Feuchte, ihre Korrosionsschutzwirkung sowie die chemische Beständigkeit. In weiteren Untersuchungen wurden mit den besten drei Grundierungen Beschichtungsaufbauten mit jeweils drei Decklacken hergestellt. Diese Gesamtaufbauten wurden nach Angaben der Tabelle geprüft. Es zeigte sich, dass die Kombination Vorbehandlung / Grundierung / Decklack einen starken Einfluss auf die Ergebnisse hat. So führte etwa bei verformenden Tests vor allem ein Decklack eher zum Versagen der Beschichtung, unabhängig von der Grundierung. Das verwendete Substrat scheint auch einen entscheidenden Einfluss auf die Korrosionsbeständigkeit zu haben. So zeigte etwa ein Stahlsubstrat Blasenbildung bei sehr vielen Prüfungen, was auf die verwendete Vorbehandlung zurückgeführt werden konnte und die verdichteten Aluminiumsubstrate wiesen sämtlich Haftungsprobleme bei den Korrosionstests auf. Alle Systeme zeigen Vor- und Nachteile, die Beschichtungseigenschaften liegen aber relativ dicht beieinander. Das optimale System konnte nach diesen Prüfungen nicht identifiziert werden.
Das Forschungsvorhaben wurde von der Europäischen Union im Rahmen des Forschungs- und Innovationsprogramms Horizon 2020 unter der Fördervereinbarung 807083 CS2-AIR-GAM-2018 gefördert und unterstützt vom Industriepartner Liebherr-Aerospace Lindenberg GmbH.
Zum Netzwerken:

Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart,
Dr. Michael Hilt, Tel. + 49 711 970-3820, michael.hilt@ipa.fraunhofer.de,
Dr. Stefanie Wunder, Tel. +49 711 970-3807, stefanie.wunder@ipa.fraunhofer.de,
Dr. Ulrich Christ, Tel. + 49 711 970-3861, ulrich.christ@ipa.fraunhofer.de,
www.ipa.fraunhofer.de/beschichtung

Liebherr-Aerospace Lindenberg GmbH, Mark Stefan Seibold,Tel. + 49 8381 46-5350, markstefan.seibold@liebherr.com, www.liebherr.com