Industrielle Anwendungen Lohnbeschichtung
Flexibel – schnell – innovativ
Der dritte und letzte Teil der Serie über die neue Beschichtungseinrichtung von Stork in Dortmund stellt die automatische Beschichtung in den Mittelpunkt.

Während in vielen Anlagen die Handbeschichtung hinter einer Automatik- oder Roboterlackierung angesiedelt ist, setzt man bei Stork auf das umgedrehte Konzept. „Welche Stellen problematisch sind, weiß ich ja aus der Roboterprogrammierung. Diese Punkte werden zuvor in der Kabine von Hand lackiert. Die großen Flächen erhalten ihre Oberfläche im nächsten Schritt. Das bringt auch Qualitätsvorteile – kleine nachbeschichtete Stellen sieht man eher als Große.“ Die dazu zur Verfügung stehende Handbeschichterkabine ist mit Kartonfiltern ausgestattet, die eine vierfache Filterung mit zusätzlichem Polizeifilter ermöglichen. Die Segmente sind einzeln austauschbar, so dass stärker belastete Bereiche in kürzeren Intervallen austauschbar sind.
Applikationstechnik

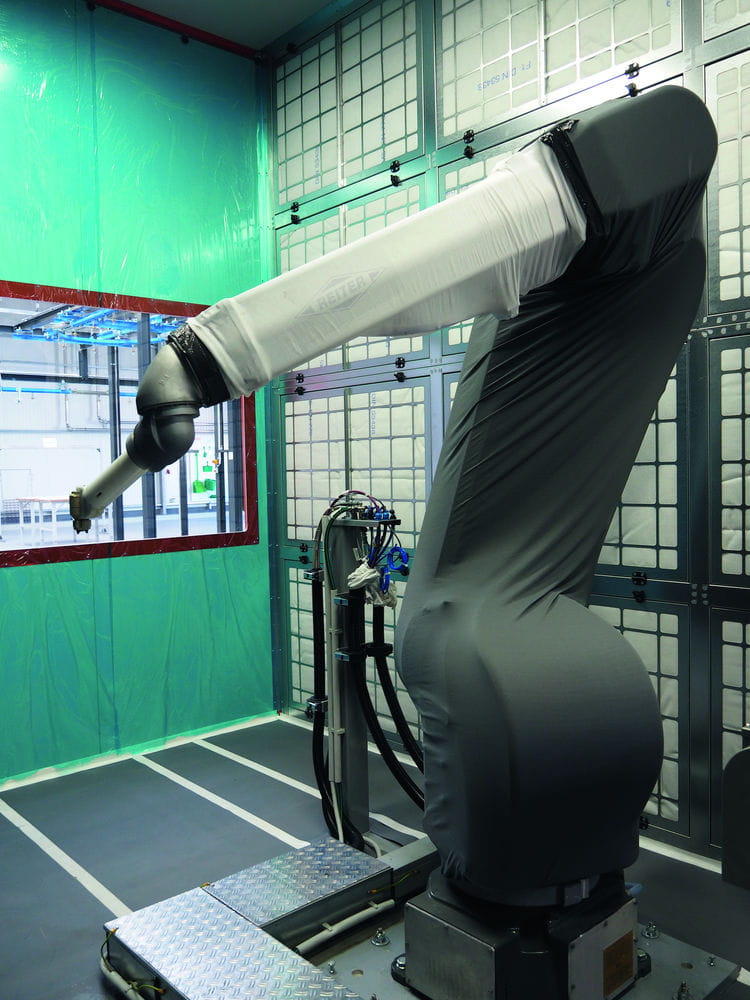
Im Vordergrund ist die Handbeschichterkabine, im Hintergrund die Kabine mit Lackierroboter zu sehen.
Für die Applikation zeichnet das Unternehmen Reiter Oberflächentechnik verantwortlich. Zur eingesetzten Technik fällt nicht nur die Handbeschichtung, sondern auch das hervorstechende Charakteristikum der Anlage – der Lackierroboter. Nach der Vorbeschichtung kritischer Stellen kommt die automatische Beschichtung zum Einsatz. Ein „Fanuc P-250iB-15“ lackiert mit Bewegungen, die Geschwindigkeiten bis zu 1500 mm/s erreichen, effizient diversen Bauteile. Das der Lack alle Stellen erreicht, wird einerseits durch die immense Beweglichkeit des Roboters, andererseits durch die Drehung der Gehänge mit dem Kreisförderer ermöglicht. Bis zu sechsmal können sich so alle Bauteile um die eigene Achse drehen. Die Applikationseinrichtung ist zur Verarbeitung von 1K- und 2K-Lösemittellacken ausgelegt. Zur Dosierung der Lacke kommt eine „Paint-Mix 2K/1K“-Dosieranlage mit Zahnradpumpendosiergerät zum Einsatz. Diese stellt die benötigten Mischverhältnisse gemäß der Lackmengenvorgabe aus dem Roboterprogramm zusammen. Die Mischung der A- und B- Komponente erfolgt in einem Reiter-Mischblock mit integriertem Statikmischer auf dem Horizontalarm des Roboters. „Im System sind also nur geringe Lackmengen vorhanden – beim Spülen gibt es somit nur geringe Verluste,“ sagt Matthias Holzwarth, Verantwortlicher bei Reiter Oberflächentechnik.
Steuerung und Überwachung

Nishathanan Gunaratnam programmiert die nötigen Bewegungsabläufe des Roboters für die Lackierung.
Die Farb- und Härterversorgung sind als Doppelbehälter ausgelegt, um Stillstände zu vermeiden. Beide Behälterstände werden kontinuierlich mit einer gravimetrischen Minimalüberwachung kontrolliert. Beim Unterschreiten eines festgelegten Gewichtsgrenzwertes erfolgt automatisch eine Umschaltung auf den zweiten Behälter. Das Herzstück der Anlage ist der zentrale Steuerschrank mit Siemens-S7-Steuerung und PC-Visualisierung, über die alle wichtigen Systemparameter darstellbar sind. Während des Prozesses werden unter anderem die Zerstäuber- und Formluft des Sprühsystems überwacht. Die Applikation selbst übernimmt das Elektrostatiksprühsystem „AEMD 600“, installiert an der sechsten Roboterachse. Zur Versorgung des Sprühsystems wird eine maximale Ausgangsspannung von 100 kV und ein Strom von 300 µA benötigt. Die Reinigung der Pistole ist während der Produktion mit einem „RCC-Brush“ mit pneumatischem Schwenkdeckel und Endlagenüberwachung möglich, die direkt vom Robotercontroller ansteuerbar ist.
| Darstellbare Applikationsabläufe |
|
Zum Schutz der Mitarbeiter vor der hohen Spannung wurde die Eintrittstür bei Betrieb mit einem Abschlussmechanismus versehen. Zudem sind die Förderöffnungen mit Lichtschranken bestückt. Sollte etwas anderes als ein Gehänge durch die Öffnung treten, stoppt das System sofort. Um die Teile optimal beschichten zu können, ist zuvor eine Programmierung des Roboters durchzuführen. Dafür werden die diversen Bauteile vermessen, die Geometrien in das System eingegeben und anhand der Daten das optimale Lackierprogramm entworfen. „Es genügt aber nicht nur die Geometrie zu kennen,“ sagt Nishathanan Gunaratnam, der bei Stork die Lackierroboter programmiert. „Wenn man nicht weiß, wie ein Lackierprozess funktioniert, hat man keine Chance auf optimale Ergebnisse. Beispielsweise muss man wissen, wie sich das Overspray verhält.“ Die grundlegende Programmierung geht schnell, etwas mehr Zeit nimmt die anschließende Optimierung in Anspruch. Steht das Programm wird im Akkord beschichtet.
Zum Netzwerken:
Hans Stork Betriebsgesellschaft mbH, Dortmund, Dr. Philip Stork, Tel. +49 231 55 903-0, info@stork-oberflaechentechnik.de, www.stork-oberflaechentechnik.de
Heimer Lackieranlagen und Industrielufttechnik GmbH & Co. KG, Bielefeld, Markus Rhode, Tel. +49 5205 9813-46, m.rhode@heimer.de, www.heimer.de
Reiter GmbH + Co. KG Oberflächentechnik, Winnenden, Matthias Holzwarth, Tel. +49 7195 185-47, mholzwarth@reiter-oft.de, www.reiter-oft.de
Hersteller zu diesem Thema:


