Industrielle Anwendungen Lohnbeschichtung
Premium-Qualität
Projekte für den Automobilbereich, Aufträge für den Maschinenbau, Lackierung von Teilen der Elektroindustrie sowie des Bauwesens und besonders herausfordernde Beschichtungen der Korrosionsschutzklasse C5 für Anlagen im Offshore-Bereich. All das setzt der Lohnbeschichter AMS Metallbeschichtung aus Schwaigern um.

Das Unternehmen ist in der zweiten Generation familiengeführt, derzeit leitet Alexander Schett die Geschicke des Unternehmens. „Als Lohnbeschichter muss man quasi alles können, um flexibel zu sein, eine Grundvoraussetzung für unseren Erfolg“, sagt Schett. „Deshalb setzen wir auf KTL und Pulver. Damit bieten wir einen breiten, hochqualitativen Ansatz.“
Vier Lackieranlagen
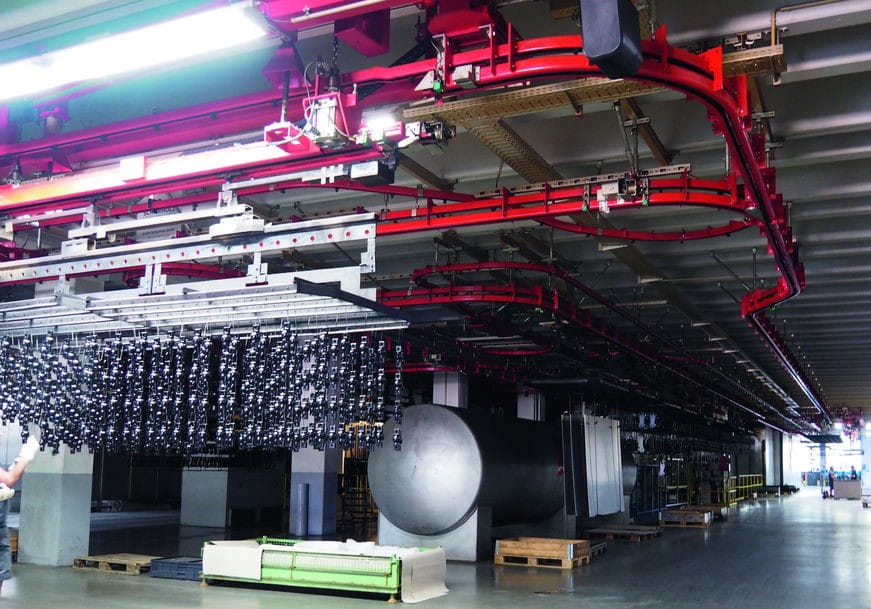
Was zur Anwendung kommt, ist jeweils in Abhängigkeit des Produkts abzuwägen: Wie groß ist das Bauteil, aus welchem Substrat besteht es, liegen schöpfende Stellen vor? Stimmen die Parameter, kann getaucht werden. Dies bietet u.a. den Vorteil, dass die Grundierung aus einer vergleichsweisen dünnen Schicht besteht. Im Vergleich zu einer Pulvergrundierung ist somit eine Kosteneinsparung möglich. Zusätzlich ergibt sich eine höhere Passgenauigkeit. Insgesamt stehen bei AMS auf 15.000 m2 Nutzfläche vier Anlagen zur Verfügung: die schwarze KTL-Tauchanlage und drei Pulverbeschichtungen. Die Pulverapplikation ist vollautomatisch und manuell umsetzbar. Der Prozess ist über das ERP verfolgbar, jeder Arbeitsschritt wird gescannt. Dabei sind das ERP-System und die Anlagensteuerung konsequent getrennt, um die Beschichtungs-Prozesse IT- sicher zu halten.
KTL selbst konzipiert
„Die KTL-Anlage haben wir auf unsere Ansprüche hin zugeschnitten selbst konzipiert. Diese Vorgaben hat dann ein beauftragtes Unternehmen umgesetzt. Im KTL-Betrieb sind wir nun schon seit elf Jahren“, erklärt Schett. Das KTL-Becken ist für Bauteile bis zu 3,5 m x 1,3 m x 1,8 m (L x B x H) geeignet. Nach der Beschichtung treten die Werkstücke in einen von zwei Trockenöfen ein, in dem der Lack bei etwa 180 °C vernetzt. Danach stehen dem Werkstück zwei Wege offen: Direkt in die Verpackung oder nochmal in die Beschichtung, dieses Mal mit Pulver. Natürlich ist auch eine ein- oder zweifache Pulverbeschichtung ohne KTL möglich.
Qualitätssicherung
Vor ca. zwei Jahren hat AMS in die dritte Pulverbeschichtung investiert. Diese bietet eine automatische Teileerkennung und Beschichtung mit zwölf Pistolen. Je nach Bauteil ist ein Vor- oder Nachbeschichterplatz besetzbar. „So schaffen wir Groß- und Kleinserien, aber auch Losgröße 1“, sagt Schett. Die Bauteile gelangen nach der Pulverapplikation in einen der vorhandenen Öfen, in denen die Lacke bei ca. 180 °C vernetzen. Danach erfolgt eine ausgiebige Qualitätssicherung. „Wir setzen u.a. Dornbiegetests ein, bestimmen die Schichtdicke und machen Gitterschnittanalysen. Die Daten werden dokumentiert und anschließend in regelmäßigen Qualitätsmeetings besprochen“, so Schett. Bei diesen Meetings wird u.a. die interne Nachbearbeitungsquote im kleinen Kreis, bestehend aus Abteilungs- bzw. Schichtleiter sowie der Qualitätssicherung, besprochen. Die Ergebnisse tragen die jeweiligen Verantwortlichen an die Mitarbeiter weiter. „Außerdem hängen wir die jeweiligen Kennzahlen des Monats für alle Mitarbeiter sichtbar aus – so kann jeder sehen wo die eigene Schicht steht“, führt Schett aus. Nachhaltigkeit spielt im gesamten Prozess eine große Rolle: Immer am Ende des Jahres stehen Reviews zur Umwelt- und Qualitätsanalyse an. Eine Maßnahme zur Energieeinsparung ist der optimierte Wärmeverbund, der die Nutzung der Abwärme der Öfen und Kompressoren zur Hallenbeheizung erlaubt. Zudem sind im gesamten Gebäude LEDs verbaut und das Pulver wird im Kreis gefahren. Schett ergänzt: „Außerdem investieren wir immer dann, wenn es Zeit ist und Sinn macht – und nicht wenn die Zahlen es diktieren“. So bleiben die Anlagen immer auf dem neusten Stand und innovative Nachhaltigkeitsmaßnahmen sind gezielt umsetzbar.
Zum Netzwerken:
AMS Metallbeschichtung, Schwaigern, Alexander Schett, Tel. +49 7138 94111-0, info@ams-metallbeschichtung.de, www.ams-metallbeschichtung.de
Hersteller zu diesem Thema:


