Industrielle Anwendungen Nutzfahrzeuglackierung
Acrylat-KTL für Bau- und Landmaschinen
Derzeit wird in einem Forschungsvorhaben, an dem das Fraunhofer IPA beteiligt ist, ein veränderter KTL-Prozessablauf entwickelt. Das Ziel sind unter anderem kleinere Tauchbecken, um das Verfahren sowohl in der Investition als auch im Betrieb kostengünstiger zu machen. Die Kathodische Tauchlackierung ist inzwischen ein modernes, hocheffektives Lackierverfahren zur organischen Beschichtung. Es ist Stand der Technik in der industriellen Großserienlackierung z.B. von Automobilkarosserien.

Im Bereich der Kleinserienlackierung von Arbeits-, Bau- und Landmaschinen sind dagegen viele kleine und mittelständische Unternehmen (KMU) tätig, die diese aufwändige Korrosionsschutztechnologie nicht umsetzen können und die ihre bestehenden, konventionellen Prozesse, wie eine Sprühlackierung, beibehalten. Aus den Abmessungen der Maschinen und Fahrzeuge wird deutlich, dass eine entsprechende Anlage zur Elektrotauchlackierung allein schon durch die Größe des Tauchbeckens und die für dessen Erstbefüllung benötigte Lackmenge mit sehr hohen Investitions- und Betriebskosten verbunden ist. Die Grundidee des aktuellen Forschungsvorhabens ist deshalb, die Einzelteile der Baugruppe zuerst zu elektrotauchlackieren und anschließend zu fügen. Dadurch werden kleinere Teile lackiert und folglich die erforderliche, investitionsintensive Anlagengröße stark reduziert. Die Grundvoraussetzung zur Sicherstellung des Korrosionsschutzes ist der vollständige Erhalt der Oberflächenbeschichtung/-versiegelung. D.h., um eine Beschädigung der Elektrotauchlackierung beim anschließenden Zusammenbau der Teile zu verhindern, muss die Fügetechnik angepasst werden.
Kleben als Aufgabe
Eine Lösung stellt das Kleben dar. Diese Umstellung der Prozesskette ist nicht einfach und erfordert noch vor der konstruktiven Gestaltung der Bauteile, eine Untersuchung der eingesetzten Materialien und Materialkombinationen im Hinblick auf die erreichbaren Verbundeigenschaften. Faktoren, wie der eingesetzte Stahlwerkstoff, die Beschichtungseigenschaften (z.B. Haft- und Kohäsionsfestigkeit, Abrasionswiderstand, UV- und Medienbeständigkeit, Farbechtheit etc.) bis hin zum eingesetzten Klebstoffsystem (z.B. 1K- oder 2K-System, Festigkeitsanforderungen, Aushärtebedingungen) und deren gegenseitige Abhängigkeiten, werden in dem laufenden Forschungsvorhaben untersucht.
| Das IGF-Vorhaben 19463N „Kleben auf einschichtig endlackierten UV-stabilen Oberflächen im Rohbau mobiler Arbeitsmaschinen (MonoBond)“ der Forschungsvereinigung „Forschungsgesellschaft für Pigmente und Lacke e.V. (FPL)“ wird über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Guericke“ e.V. (AiF) im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Ausführende Forschungseinrichtungen sind das Fraunhofer IPA, Lackchemische Anwendungstechnik und die Universität Kassel, Fachgebiet Trennende und Fügende Fertigungsverfahren. Das Vorhaben wird von mehreren namhaften Lack-, Klebstoff- und Landmaschinenherstellern, Herstellern von Vorbehandlungschemie sowie von Lohnbeschichtern begleitet. |
KTL-Beschichtungen und Substrate
In einem der ersten Arbeitspakete wurden die Korrosionsschutzeigenschaften von verschiedenen Acrylat-KTL (Modellrezepturen und kommerzielle Produkte) unter-sucht und mit einem kommerziellen EP-KTL verglichen. Außerdem wurden verschiedene Zinkphosphatierungen (Trikation-Verfahren und nickelfreie Variante) getestet. Die Proben wurden im Kondenswassertest nach DIN EN ISO 6270-1 (Kontinuierliche Kondensation), im Salzsprühtest nach DIN EN ISO 9227 und im Korrosionswechseltest nach VDA 233-102 / VDEh SEP 1850 belastet. Im Kondenswassertest waren alle Proben gut beständig. Auch nach 1000 h Belastung gab es keine Oberflächenveränderungen. Die Haftfestigkeit, die mit Kreuzschnitt und Klebebandabriss im durchfeuchteten Zustand direkt nach der Entnahme sowie nach 24-stündiger Konditionierung im Klimaraum geprüft wurde, war durchgehend gut. Im Salzsprühtest, der nach 480, 720 und 1000 h Belastung ausgewertet wurde, zeigten die Proben eine in die Tiefe gehende, anodische Metallauflösung im Ritz, die nach 1000 h in manchen Fällen das 0,8 mm dicke Substrat durchkorrodierte. Begleitet wird die Korrosion durch eine kathodische Zone, die leicht zu enthaften ist, aber unter der Beschichtung metallisch blank bleibt (Foto links oben). Nach 480 h Belastung lag die Unterwanderung in allen Fällen unter 1,5 mm, nach DIN EN ISO 12944-6 entspricht das einer Beständigkeit C3-hoch bzw. C4-mittel. Die besten Acrylat-KTL-Beschichtungen unterscheiden sich nach den Salzsprühtest-Ergebnissen nicht von der EP-KTL. Die schlechtesten Acrylat-KTL-Systeme sind etwa um den Faktor drei schlechter.
 mit Acrylat-KTL mit EP-KTL nach 6 Zyklen VDA 233-102.")
Vergleich verschiedener Vorbehandlungen (1-3) mit Acrylat-KTL mit EP-KTL nach 6 Zyklen VDA 233-102.
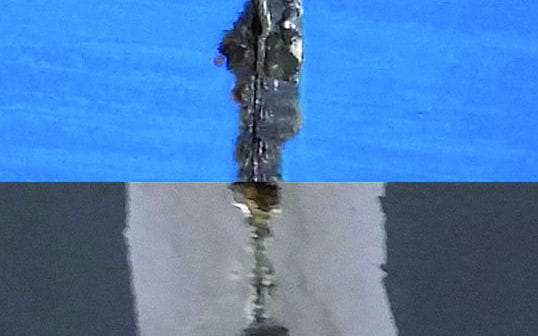
Klimawechseltest
Die Belastung im Klimawechseltest nach VDA 233-102 ergab ein anderes Schadensbild. Um den Ritz und an scharfen Kanten wuchs eine Schicht aus Rot- und Schwarzrost, die teils von blankem Metall durchzogen ist. Die Schicht ist nach sechs Zyklen bis zu einen Millimeter dick und ist zum Teil als Ganzes ablösbar. Die verschiedenen Vorbehandlungen ergaben an Prüftafeln und Probekörpern (Foto rechts) keine Unterschiede im Korrosionsfortschritt, allerdings ist die korrodierte Zone bei den Acrylat-KTL etwa doppelt so breit wie bei der EP-KTL. In weiteren Untersuchungen ist zu klären, ob bei Verletzungen nahe der Klebverbindung die Korrosion die Verklebung ebenfalls unterwandert, da erste Vorversuche gezeigt haben, dass die Unterwanderung auch unter Klebstoffschichten fortschreitet. Sollte sich das Ergebnis bestätigen, sind die Klebverbindungen mit einem entsprechenden Sicherheitszuschlag zu planen und auszuführen. Weitere Arbeiten beschäftigen sich mit Verbesserungsmöglichkeiten der Acrylat-KTL-Rezepturen, um z. B. das Fortschreiten der Delamination zu verlangsamen.
Zum Netzwerken:
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970 3820, michael.hilt@ipa.fraunhofer.de, Dr. Rolf Nothhelfer-Richter, Tel. +49 711 970 3841, rolf.nothhelfer-richter@ipa.fraunhofer.de, Dr. Ulrich Christ, Tel. +49 711 970 3861, ulrich.christ@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung