Industrielle Anwendungen Nutzfahrzeuglackierung
„Die durchdachten Details machen die neue Anlage besonders“
Wenn es passt, dann passt es. Und hier hat es wirklich gepasst – die neue Anlage steht an der Stelle der alten. "Uns war wichtig, dass die neue Lackierung komplett in unserer eher ruhigen Produktionszeit installiert wird", sagt Ludger Heese, Leiter der Montage bei Geringhoff in Ahlen. "Auch wenn das für unseren Partner SLF sicherlich eine Herausforderung war." Bis Ende September wurde so viel vorlackiert wie möglich, um einen Puffer aufzubauen. Zudem konnten einige Produkte vorübergehend von bekannten Lohnbeschichtern bearbeitet werden. Trotzdem blieb nur ein Fenster von Anfang Oktober bis Ende Januar, also vier Monate, um die alte Anlage zu deinstallieren und die Neue am selben Platz zu installieren.

High-speed Umsetzung
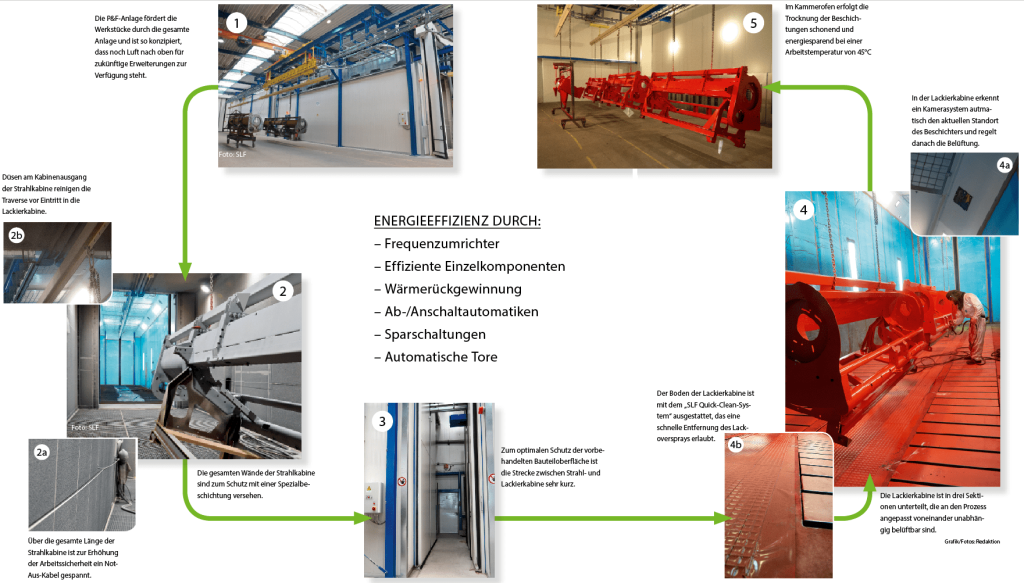
Während sich die frühere Beschichtung auf den Weg in den arabischen Raum machte, setzten die Experten von SLF das gemeinsam mit Geringhoff entwickelte Konzept um. Die neue Anlage besteht ganz klassisch aus einer Strahlkabine, einer Nasslackierkabine und einem Trockenofen zwischen denen eine P&F-Anlage (1) die Werkstücke transportiert. Die technischen Details der neuen Lackierung sind im Kasten zusammengefasst. Im Fokus der Neuinstallation standen an jeder Stelle der Prozesskette die Arbeitssicherheit und Energieeffizienz. So sind alle Antriebe nach der Motor-Effizienzklasse IE3 ausgeführt und über Frequenzumrichter gesteuert. Für die Umsetzung der Energiesparmaßnahmen erhielt das Untenehmen von der Energieeffizienzagentur NRW Unterstützung, die nach einem Wärmeaudit die möglichen Förderungen ausarbeitete.
Vorbehandlung: Strahlen
Was die Beschichtung aber besonders macht, sind die Details und Ideen, die bei der Planung und Umsetzung einflossen. In der 140 m langen P&F-Anlage wurde beispielsweise durch die Einbringung einer Weiche Luft nach oben gelassen. Der Förderer transportiert die maximal 14,5 m langen Stahlbauteile zunächst in die Strahlkabine. „Eine richtige Taktzeit haben wir hier nicht“, sagt Heese. „Das aufwendigste Bauteil gibt den Takt vor.“ Beschichtet und gestrahlt wird im Zweischichtbetrieb mit insgesamt sechs Mitarbeitern. In der Freistrahlanlage (2), die wie die nachfolgende Beschichtungsanlage und der Ofen mit automatischen Türen ausgestattet ist, erfolgt die Vorbereitung der Bauteile mit Korund und Granatsand. Die Wände der Kabine sind durch aufkaschiertes Gummi vor dem abrasiven Material geschützt. Zwei Werker können parallel manuell strahlen und haben dank LED-Beleuchtung, die im gesamten Hallenkomplex installiert ist, ein optimales Sichtbild. Energieeffizienz wird unter anderem durch eine speziell entwickelte Sommer-/ Winterschaltung der Belüftung gewährleistet. Im Winter wird zudem die Kompressorabwärme zur Beheizung genutzt. Macht der Mitarbeiter eine Pause, passt sich die Lüftung automatisch an und fährt auf Pausenbetrieb.
Das Strahlgut sammelt sich nach dem Strahlvorgang am Boden. Dieses wird anschließend mechanisch zu einer Siebanlage mit Sichter transportiert. Im Sichter wird das nicht mehr nutzbare Feingut abgeschieden. „Letztlich müssen wir jetzt nur noch den Staub entsorgen und neues Strahlmittel zugeben, das erleichtert den Prozess ungemein“, so Heese. „Wir haben kaum noch Wartungseinsätze.“ Zur Luftfilterung sind Patronenfilter mit Druckluftabreinigung im Einsatz. In der Strahlkabine gibt es zudem zwei Besonderheiten: Um die Sicherheit der Mitarbeiter zu garantieren, ist über die gesamte Kabinenlänge ein Not-Aus-Kabel gespannt (2a). Ein Zug reicht aus, um die Anlage komplett zu stoppen. Des Weiteren wird die Traverse nach dem Austritt aus der Strahlkabine von zwei Düsen abgeblasen (2b). Strahlgut, das sich dort eventuell abgelagert hat, wird so entfernt und nicht in die Lackierung verschleppt.
| P&F-Anlage:
Strahlkabine:
Lackierkabine:
Ofen:
|
Beschichtung: Nasslack
Nach der Vorbehandlung erfolgt die Nasslackapplikation in der Lackierkabine. Zwischen den beiden Kabinen liegt ein möglichst kurzer Abstand von ca. 1,2 m (3). Lackiert wird standardmäßig in elf RAL-Farben, grundlegend sind aber alle RAL-Töne umsetzbar. Die Auftragung des 2K-PUR-Nasslackes, siehe BESSER LACKIEREN Ausgabe 12/2018, erfolgt manuell im Airless-Verfahren mit Sprühpistolen von Sames Kremlin (4). Die Zuluft der Lackierkabine wird mit einem Vorfilter gereinigt, der die Grobpartikel entfernt. Im Nachgang kommt ein Gasflächenbrenner zum Einsatz, der direkt im Luftkanal eingebaut ist. Zuluft und Abluft werden in der Kabine über ein Personenlokalisierungssystem gesteuert. Ein optisches Erkennungssystem – eine Kamera – detektiert (4a) die Stelle, an der sich der Lackierer aktuell befindet. Die Zuluftführung der Kabine ist in drei Segmente unterteilt, die mit motorisch gesteuerten Jalousieklappen in den Zuluftkanälen ausgerüstet sind. An der Stelle, an der der Mitarbeiter arbeitet, sind die Zuluftjalousien geöffnet, wie auch die Prallabscheider im Boden. Die anderen beiden Segmente befinden sich in Ruhestellung – automatisch geregelt über die Personenerkennung. Die Abluft gelangt über eine Bodenabsaugung durch eine Labyrinthführung in einen Kanalfilter, der die letzten Partikel abscheidet.
Energieeffizienz
Auch in der Lackierkabine wurde ein „Energiesparmodus“ eingerichtet. Wird die Pistole eine bestimmte Zeit nicht mehr bedient, schalten die Ventilatoren auf Pausenbetrieb – werden die Applikationsgeräte erneut bewegt, startet die Belüftung. Im mittleren Bereich der Kabine ist zwischen den Absaugkanälen zudem das „SLF Quick-Clean-System“ installiert (4b), ein spezielles Schutzsystem, das eine schnelle Reinigung des Bodens der Lackierkabine ermöglicht. Nach der Beschichtung dunsten die Werkstücke etwa 5 min ab, dann fahren sie in den Ofen. Insgesamt drei Traversen finden dort gleichzeitig Platz. Um auch für sehr lange Teile Platz zu haben, wurde im hinteren Bereich des Ofens, der mit einem Gasflächenbrenner beheizt wird, eine Ausbuchtung installiert.
Ofen: Niedertemperatur
Die Bauteile verbleiben eine bis eineinhalb Stunden im Umlufttrockner (5), der bei vergleichsweise niedrigen Temperaturen von 44 °C – 45 °C arbeitet. Der Ofen hat noch Potenzial und könnte bis zu 60 °C aufgeheizt werden. Bei Austritt aus dem Ofen sind die Lackschichten noch nicht vollständig durchgehärtet – aber bereits weiter verarbeitbar. Somit ist es möglich, in der Abkühlzone bereits die ersten nachfolgenden Arbeitsschritte, wie beispielsweise Versiegeln, durchzuführen. Das fertige Bauteil wird anschließend noch überprüft. Zur Qualitätssicherung kommen verschiedene Methoden wie die Schichtdickenmessung zur Anwendung. Tiefergehende Analysen der Beschichtungen führt der Lacklieferant Brillux oder ein externer Dienstleister durch.
Einen Eindruck von der Anlage können Sie sie sich auch im Video von SLF machen.
Zum Netzwerken:
Carl Geringhoff Produktions GmbH & Co. KG, Ahlen, Ludger Heese, Tel. + 49 23829814-62, l.heese@geringhoff.de, www.geringhoff.com
SLF Oberflächentechnik GmbH, Emsdetten, Heinz Helbing, Tel. +49 2572 1537-151, h.helbing@slf.eu, www.slf.eu