OptiSense offers a new re-calibration service for VDA 5
Measurement processes are subject to a variety of influencing factors that lead to measurement uncertainties. VDA Volume 5 provides a practicable procedure for estimating measurement discrepancies as required by standards and guidelines. Optisense now offers according recalibration.

The test process suitability according to VDA Volume 5 is now established. The Volkswagen Group (VW, Audi, Seat, Skoda …) changed its guideline years ago, the Daimler guidelines are aligned with the current edition of VDA 5 and BMW has also adapted the group standard. However, this also means that the demands on the quality of industrial coatings are becoming ever higher.
The test equipment used and their measurement results usually determine the quality of the product directly. Regular calibration of the coating thickness measuring systems is therefore an important part of quality assurance. However, the measurement process suitability certificates required by the standards and guidelines are a challenge for companies.
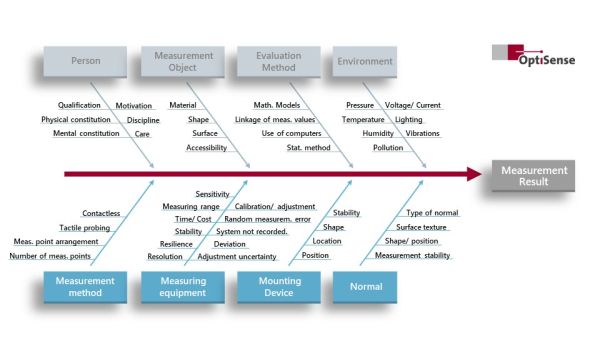
Affecting factors on the measuring system
VDA 5 divides all the affecting factors of a measurement process into two groups: On the one hand, people, measurement objects, evaluation methods and the environment play an important role. The second group contains all influencing factors that can be assigned to the measuring system. These are the uncertainties due to the standard, the mounting device, the measuring equipment and the measuring method.
This can be used to estimate whether the coating thickness measuring system is even an option. The components influencing the measurement process are evaluated with standard uncertainties μ and presented in an uncertainty budget, for the completeness of which the user is responsible. So the subject is complex.
Measurement system suitability according to VDA 5
In order to avoid misinterpretations, the recorded measured values must reflect the actual situation with sufficient certainty, in other words: the measuring systems must be suitable for the respective application. The measured layer thickness values ultimately determine the acceptance of products and must therefore be absolutely reliable and quantify the desired coating quality with sufficient accuracy.
The calibration of measuring devices makes a significant contribution to this, because the calibration of the measuring systems ensures quality and avoid rejects, rework or claims for compensation. For this reason, all measuring devices that are used for quality-related tasks must be calibrated at certain intervals. This is absolutely necessary because even the smallest measurement errors can have drastic effects on the reliability of production processes or the quality of products.
Calibration means more precision and more reliability
Calibration describes the comparison of the measured value of a device with the measured value of a reference device (also called reference standard) under specially defined conditions. Further important aspects of the calibration are the documentation of the determined deviation between the examined measuring device and the reference standard and the calculation of the resulting measurement uncertainty. These values are recorded in the calibration certificate.
In order to be able to determine the expanded measurement uncertainty in the sense of VDA 5 in a practicable way directly in manufacturing or production, OptiSense offers the recalibration service. This ensures highly accurate measured values over the entire life cycle of the measuring system. For this purpose, the measurement process is first described together with the customer. Here it is important to record the relevant parameters such as material, coating, substrate, roughness and desired layer thickness tolerances.
OptiSense then produces the so-called reference master. These are paint samples attached to a test body that are provided with exactly the same coating that is also used in production. If no samples are available, these will be prepared together with the customer. With their original coating on the original substrate in 15% increments of the layer thickness range, the reference samples cover the photothermal standard according to type 3 for calibrations as much as possible.
The determination of the measurement uncertainty
Now it’s time to do the actual measurement; The eddy current method is used as a reference. First it is checked whether the resolution of the measuring device is less than 5% of the tolerance. If the resolution is not sufficient, this leads to an underestimated scatter and thus no meaningful assessment is possible. To determine the expanded measurement uncertainty of the measuring system, repeat measurements on the reference samples are recommended. Each OptiSense sensor measures each individual reference sample 10 times in a fixed mounting device. From this, the layer thickness and the scatter of the measuring device or the systematic measurement deviation are determined. Supplemented by the uncertainty of the standard, the suitability parameter can now be calculated.
The final evaluation of the review calibration shows whether the measuring system lies within the required tolerances and is therefore suitable for measuring a process just as reliably as in the previous delivery condition.
More service and more measurement certainty increase product quality
With the recalibration service, OptiSense guarantees the regular calibration of the measuring systems, which form the core of all test equipment management. The coating companies benefit from this excellent service because they obtain higher reliability and increase the quality of the products and thus the satisfaction of your customers.
More information: www.optisense.com