Technologien Kunststofflackierung
Die Lackierung von Kunststoffteilen optimieren
Eine wesentliche Voraussetzung, Fehler in der Kunststofflackierung zu vermeiden, ist eine kontinuierliche Prozessoptimierung in Verbindung mit geeigneten Schwachstellenanalysen im gesamten Fertigungsbereich.

Schmutzeinschlüsse und andere Lackierfehler verursachen hohe Nacharbeits- und Ausschusskosten. Unter Umständen ist die Stückzahlausbringung gefährdet. Die Lackierbetriebe der Kunststoff verarbeitenden Industrie sind bei wachsenden Qualitätsansprüchen dieser Problematik besonders ausgesetzt. Wichtiger Grund ist der oft hohe Schmutzanfall, beginnend beim Spritzguss und dem Entgratprozess bis hin zu einem hohen Anfall von Lackoverspray. Als zusätzlicher Nachteil erweist sich auch die „Eigenschaft“ vieler Kunststoffe, Schmutz förmlich „anzuziehen“.
Eine wesentliche Voraussetzung, um Lackierfehler zu vermeiden, ist das kontinuierliche Optimieren des Lackierprozesses – verbunden mit geeigneten Schwachstellenanalysen im gesamten Fertigungsbereich. Zu berücksichtigen ist dabei die gegenseitige Wirkung der verantwortlichen Einflussgrößen. So können schon geringfügige Abweichungen in der Qualitätsnorm in einzelnen Prozessschritten zum Aufsummieren von Fehlern und insgesamt zu hohen Raten der Fehlerverschleppung führen, so dass beim Endprodukt nicht mehr tolerierbare Qualitätsschwankungen auftreten.
Die Fertigungssicherheit beim Lackierprozess ist damit nicht mehr gewährleistet. Ein erster Ansatz zur Qualitätsoptimierung ist – soweit die Designer es zulassen – die konstruktive Werkstückgestaltung. Die Teileherstellung ist ebenfalls zu analysieren (s. Kasten). Beim Reinigen der Kunststoffteile besteht ein Trend zu wasserfreien Verfahren. Oft führen diese zur Reduzierung der Kosten und sind zum Schutz der Umwelt durchaus sinnvoll. Diese alternativen Reinigungsverfahren, wie etwa manuelles Wischen, CO2-Schnee-Reinigung und Plasmareinigung oder andere Verfahren reinigen aber nur die Dekorflächen. Beim Spritzlackieren kann Schmutz von der Teilerückseite auf die Vorderseite auffallen. Die Lackmaterialqualität in Verbindung mit der Lackversorgung und der -verarbeitung sowie die gesamte Arbeitsausführung im Lackierprozess muss einem konsequenten Sauberkeitskonzept unterliegen. Hier offenbart sich in vielen Betrieben eine oft nur schwer beherrschbare Schwachstelle: der Lufthaushalt.
Lackieranlagen in diesem Punkt optimal auszulegen, ist eine große Herausforderung. Flüchtige Lackbestandteile und Lackoverspray dürfen nicht aus der Spritzkabine in den manuellen Arbeitsbereich gelangen. Andererseits sind Luftströmungen aus der Halle in die Lackierkabinen tunlichst zu vermeiden. Wesentlich ist hier eine stän-dige Überwachung der Luftverhältnisse in den Anlagen. Schmutzverschleppungen müssen so weit wie möglich mit Hilfe von Schleusentechnologien für den Bauteiletransport und für das Personal reduziert werden. Das Sauberkeitskonzept sollte auch Maßnahmen beinhalten, die die Reinigungsfähigkeit der jeweiligen Anlagenkomponenten und der Lackierhalle verbessern.
WERKSTÜCKE LACKIERGERECHT GESTALTEN
- Weniger Durchbrüche im Bauteil verbessern die Lackierbarkeit.
- Abgerundete Bauteilkanten verursachen keine Kantenflucht, d.h. die Kante wird besser mit Lack benetzt.
- Entgratvorgänge sind möglichst zu vermeiden.
- Ablagerungen von Kunststoffinhaltsstoffen im Werkzeug können Fehler erzeugen, die nach dem Lackieren als Schmutzeinschlüsse identifiziert werden.
- Entgratrückstände oder Partikel vom Trennen der Angüsse führen in vielen Betrieben zu vagabundierendem Schmutz bis in die Lackierkabinen.
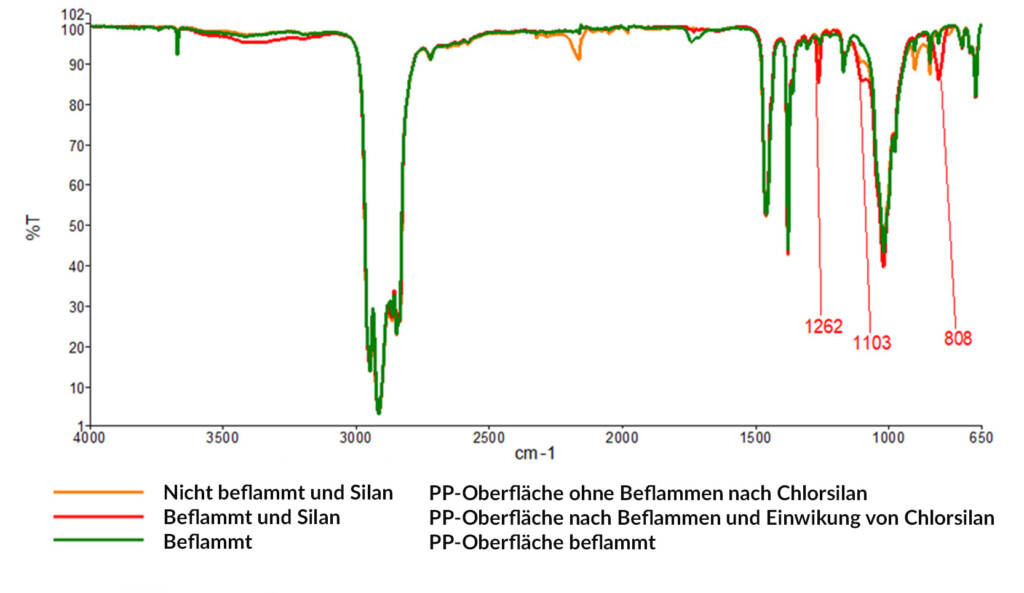
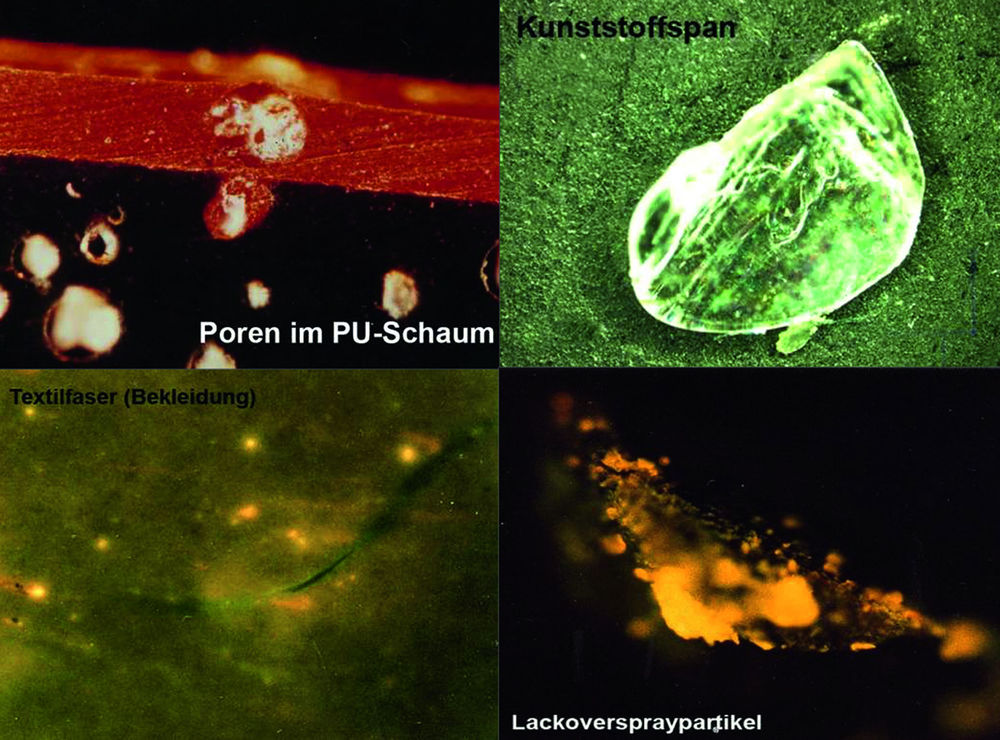
Unter Umständen müssen neben den ständig durchzuführenden feuchten Reinigungsarbeitsgängen zusätzliche weitere staubbindende Maßnahmen ergriffen werden, wie beispielsweise der Einsatz von Wasserwannen, Staubbindefolien oder Staubbindelacken. Wie lassen sich die Ursachen der Lackierfehler ermitteln? Zum Auffinden und Charakterisieren von Schwachstellen und Fehlerquellen eignen sich primär diverse gängige empirische und messtechnische Untersuchungsmethoden. In einer relativ kurzen ersten Untersuchungsphase werden in der Fertigungslinie visuell erkennbare Schwachstellen und Fehler mit Taschenmikroskopen identifiziert und charakterisiert. Als nächstes werden Schmutzproben (z.B. über Sammeldosen) aus den Anlagen entnommen und mit den gefundenen Fehlercharakteristiken nach dem Lackieren verglichen. Hierbei sind alle Verfahrens- und Prozessschritte von Bedeutung, welche die Werkstücke bis zur Fertigstellung durchlaufen und die die Lackierqualität beeinflussen können. Um die Häufigkeiten der einzelnen Fehlerarten zu ermitteln, sind Auszählungen durch die Kontrolle oder die Bearbeiter vor Ort notwendig. Außerdem sind bereits festgestellte oder vermutete Ursache-Wirkungskorrelationen sorgfältig zu dokumentieren. Fehler, deren Ursache nicht ohne Weiteres visuell erkennbar ist, müssen einer genaueren labortechnischen Fehleruntersuchung unterzogen werden. Zur Eingrenzung der möglichen Ursachen tragen auch im Betrieb durchgeführte Fehlerstatistiken bei. Mikroskopische Analysemethoden wie Licht-, Fluoreszenz- und Rasterelektronenmikroskopie ermöglichen die Oberfläche und den Querschliff von Fehlern bis ins Detail darzustellen und zu charakterisieren. Zur chemischen Analyse stehen diverse spektroskopische Methoden wie etwa die Infrarotspektroskopie oder die energiedispersive Röntgenspektroskopie (EDX) zur Verfügung.
Weitere Möglichkeiten zu Fehleruntersuchungen bestehen
- im analytischen Vergleich betriebsspezifischer Schmutzerzeuger, wie etwa Fördererabrieb oder Lackoverspraypartikel, die aus dem Produktionsprozess entnommen werden und
- im Ausführen von Simulationsversuchen, um Fehlercharakteristiken im Labor zu erzeugen.
Aus den erstellten Schwachstellenbeschreibungen werden schließlich in Zusammenarbeit mit den zuständigen Abteilungen im Betrieb ein Maßnahmenkatalog erstellt und die Prioritäten, Verantwortlichkeiten und Termine für die Projektierung dieser Maßnahmen festgelegt.
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, michael.hilt@ipa.fraunhofer.de, Ulrich Hoffmann, Tel. +49 711 970-1753, ulrich.hoffmann@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung