Technologien Kunststofflackierung
Polymer-Oberflächen optimal reinigen und aktivieren
Wenn Werkstücke mit einwandfreien Oberflächen einem Klebe-, Druck-, Lackier- oder Beschichtungsprozess zur Verfügung gestellt werden, dann ist die Voraussetzung für ein optimales Resultat vorhanden. Dafür müssen die Werkstücke sorgfältig gereinigt und/oder aktiviert, das heißt vorbehandelt, werden.

Bereits bei der Materialauswahl und der Teileproduktion ist ein späterer Beschichtungsprozess zu bedenken. Denn wenn interne und externe Trennmittel zum Einsatz kommen, wirken sich diese in den meisten Fällen negativ auf die Benetzung und Haftung aus. Die für die beweglichen Komponenten des Spritzgießwerkzeuges benötigten Schmiermittel sollten hochviskos sein oder durch eine entsprechende Werkzeugbeschichtung ersetzt werden. Die Teileentnahme aus dem Spritzgießwerkzeug erfolgt im Hinblick auf die nachfolgende Beschichtung am besten mit silikonfreien Saugern oder mit sauberen Handschuhen.
Reinigung unumgänglich
Befinden sich auf der Oberfläche Staub, Staplerabgase, Produktionshilfsmittel, Abrieb von Transportzwischenlagen, Blütenstaub, etc. dann ist eine Bauteilreinigung im Hinblick auf die Qualität des Endproduktes unumgänglich. Handelt es sich bei der Verunreinigung um Staub oder andere lose Partikel, so können diese durch Ionisation von der Bauteiloberfläche entfernt werden. Die erzeugten Ionen neutralisieren die elektrostatischen Ladungen an der Oberfläche, so dass die Partikel lose an der Oberfläche liegen. Diese werden abgesaugt und somit effektiv aus dem Arbeitsbereich entfernt. Ionisatoren kommen zum Einsatz bei der Inline-Reinigung von Stückgütern, Bahnenware, Transporttrays usw. Nachhaltig wirkt sich eine Entladung bereits bei der Entformung im Spritzgießwerkzeug aus. Auf diese Weise wird vermieden, dass die Bauteile bis zur Weiterverarbeitung staubanziehend wirken. Eine weitere

Ionisation im Spritzgießwerkzeug: Mit dem Verfahren können Anwender Staub und andere lose Partikel sicher entfernen.Quelle: www.dr-escherich.com
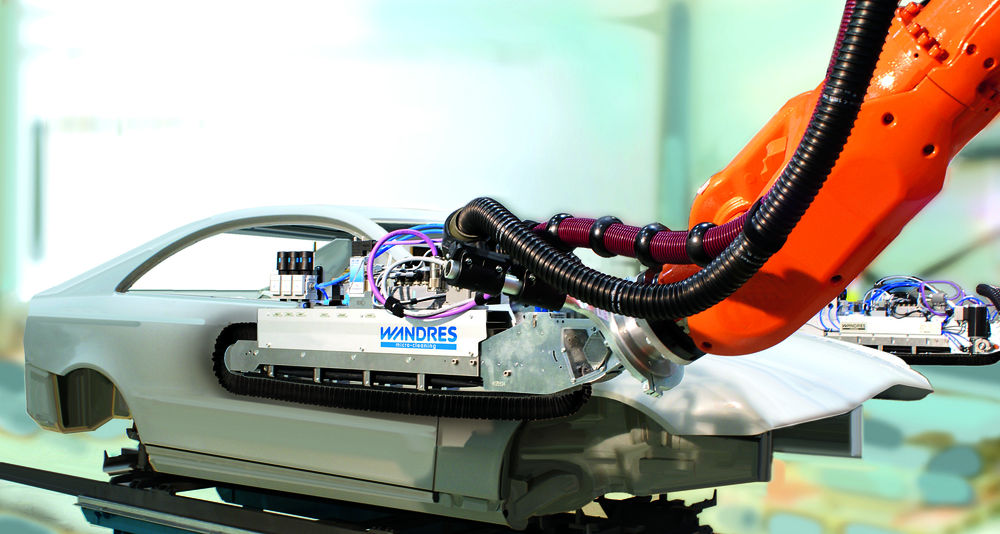
effektive und in der Praxis erprobte Reinigungsmöglichkeit ist das „Micro-Cleaning“ mittels Schwertbürsten. Das Verfahren ist geeignet für Kunststoff- und Metalloberflächen, sowie für Keramik, Holz und Papier. Das Reinigungsprinzip beruht auf der mechanischen Wirkung der Linearbürsten und der Kapillarkraft zwischen dem befeuchteten Filament und dem abzureinigenden Partikel. Die Bürsteneinheiten lassen sich ideal mit Robotern über beispielsweise PKW-Außenanbauteile vor der Lackierung führen. Die gereinigte Oberfläche ist sofort lackierfähig, da es sich um eine trockene Reinigung handelt. Um stärker anhaftende Verschmutzungen wie z.B. Fingerabdrücke zu entfernen, bietet sich die Reinigung mittels CO 2 an. Die niedrige Temperatur (-78 °C) der CO 2-Partikel versprödet die Verschmutzung und die nachfolgenden Partikel tragen durch ihre hohe kinetische Energie die jetzt losen Schmutzteilchen ab. Da das CO 2 rückstandsfrei vom festen Zustand in die Gasphase übergeht, handelt es sich auch hier um eine trockene Reinigung, nach der die Teile sofort lackiert, verklebt oder beschichtet werden können. Dieses Reinigungsverfahren ist schonend, da die Schneepartikel nicht abrasiv an der Polymeroberfläche wirken. Eine gute Teilefixierung ist Voraussetzung, da sonst die Strömungsgeschwindigkeit des Reinigungsstrahls die Güter von der Lackieraufnahme abhebt. Da die technische Sauberkeit von Komponenten und Baugruppen bei der Fertigung von Fahrzeugen und Anlagen ein wichtiges funktionales Qualitätsmerkmal darstellt, sollten die Reinigungsverfahren im Vorfeld auf ihre Effektivität geprüft werden. Hierzu empfiehlt es sich eine Restschmutz- bzw. Sauberkeitsanalyse durchführen zu lassen, die eine verlässliche Auskunft über die Bauteilsauberkeit geben. Je nach Einsatzgebiet des Werkstücks gibt es Regelwerke (VDA 19, ISO 16232, Werksnormen), in denen die Prüf- und Beurteilungskriterien festgelegt sind. Wird durch die Reinigung die geforderte Haftung nicht erzielt, so ist eine Aktivierung des Substrats erforderlich. Dadurch wird die Oberflächenenergie des Polymers erhöht, so dass dem applizierten Auftrag sauerstoffhaltige, funktionelle Gruppen für die Wechselwirkung zur Verfügung stehen. Ein bewährtes Verfahren zur Aktivierung von flächigen Bauteilen und einfachen Geometrien ist die Beflammung. Die Vorbehandlungseinheiten lassen sich gut automatisieren und können mit Linearsystemen oder Robotern über die Oberfläche geführt werden. Wird die Beflammstation in die Beschichtungsstrecke integriert wird eine erneute Bauteilverschmutzung unterbunden. Mittels Coronaentladung wird nicht nur Bahnenware für den Druck oder die Kaschierung inline vorbereitet, sondern auch die Oberfläche von Bauteilen mit einfacher Geometrie und einem maximalen Querschnitt von 100 mm. Eine weitere Möglichkeit bei Umgebungsdruck Bauteile zu aktivieren ist die Atmosphärendruck-Plasma-Technik. Mit dieser Technik können von selektiven Bereichen, wie Klebe- und Dichtnuten, über komplette Geometrien, wie Handyschalen, Deckel, bis hin zu Wabenstrukturen für Sandwichelemente, Produkte inline hochwirksam aktiviert werden. Bei der Modifizierung im Niederdruckplasma und bei der Fluorierung werden selbst die kompliziertesten Geometrien, auch
SEMINAR
Einen Überblick über die derzeitigen Einsatzgebiete, Verfahrensmodifikationen, den Blick über den Tellerrand bei den genannten Verfahren, sowie die Erfahrungen eines Industrielackierers mit diesen Techniken im Alltag bietet das Seminar „Reinigen und Aktivieren von Kunststoff-Oberflächen“ am 31. März 2011 am SKZ in Würzburg → www.skz.de
wenn diese als Schüttgut in die Vakuumkammer eingebracht werden, optimal erfasst. Beim Niederdruckplasma wird das in der Kammer vorhandene Gas durch das Anlegen elektromagnetischer Felder ionisiert. Dadurch entsteht das hochreaktive Plasma, mit dem die Oberflächeneigenschaften gezielt verändert werden können. Mit dieser Technik werden Bauteile und Komponenten nicht nur aktiviert, sondern auch gereinigt, strukturiert und beschichtet. Erfolgt der Teiletransport getaktet, dann kann eine Plasmaanlage auch inline betrieben oder als Schleuse vom Grauraum in den Reinraum genutzt werden. Die Fluorierung macht sich die Reaktionsfreudigkeit des Fluormoleküls zunutze, das schon bei Raumtemperatur und ohne Zufuhr weiterer Energie an der Oberfläche von Kunststoffen neue, stark polare Gruppen bildet. Diese heben den für die Haftung entscheidenden polaren Anteil der Oberflächenenergie so stark an, dass durchaus auf einen Primerauftrag vor der Applikation eines hydrobasierten Lacksystems verzichtet werden kann. Es stehen also eine ganze Reihe von Verfahren zur Verfügung, um ein Bauteil optimal für eine Beschichtung vorzubereiten. Entscheidend ist dabei, dass der Werkstoff, die Reinigung und/oder Aktivierung und das zu applizierende System aufeinander abgestimmt sind, damit alle Prüfvorschriften erfüllt und hochwertige Produkte gefertigt werden können.
Ingenieurbüro Fischer, Lauterbach,Simone Fischer, Tel. +49 6641 6441-85, info@ingbuero-fischer.de, www.ingbuero-fischer.de