Technologien Kunststofflackierung
Sauber vom Spritzguss bis zur Lackhärtung
Hochglanzlackierungen oder kratzfeste Beschichtungen auf transparenten Kunststoffteilen werden oft mit einer dünnen Lackschicht erzeugt. Dadurch ist das Risiko von Lackfilmmängeln durch partikuläre Einschlüsse besonders hoch. Nachlackierungen sind insbesondere bei transparenten Kunststoffteilen nicht möglich. Lackierfehler führen hier zu Ausschuss. Aus diesem Grund sind die richtige Auslegung der Prozesse und der Aufbau von Sauberkeitskonzepten über alle Fertigungsbereiche erforderlich.

Im beschriebenen Praxisfall werden transparente Kunststoffteile mit einer dünnen Klarlackschicht versehen. Polier- und Nachlackierarbeiten sind bei diesem Produkt nicht möglich. Bei Beginn der Untersuchungen durch das Fraunhofer IPA lag die Ausschussquote bereits langfristig über 15%.
Prozessanalyse in vier Schritten
Im ersten Schritt der Untersuchung charakterisierten die Experten des Fraunhofer IPA die zum Ausschuss führenden partikulären Einschlüsse mit Taschenmikroskopen und unterzogen sie einer Statistik. Hierbei wurde ein besonders großer Anteil von Partikeln mit Interferenz-Erscheinungen ausgezählt. Allerdings deutete die variable Partikelform, beispielsweise gerade und verschwommene Kanten sowie längliche Strukturen, auf unterschiedliche Ursachen hin. Zudem wurde ein für die Kunststofflackierung hoher Anteil faden- bzw. faserförmiger Einschlüsse festgestellt. Im nächsten Untersuchungsschritt wurde die Anlagentechnik in Augenschein genommen. Bereits bei der Teileaufgabe war ein hohes Schmutzaufkommen offensichtlich.
 Bild 2: Die Lackabblätterungen der eingesetzten Warenträger zeichneten sich durch verschwommene Kanten aus. |
 Die detektierten faserigen Fremdpartikel konnten unter anderem den Textilfasern der Reinigungstücher zugordnet werden. |
Identifizierung aller Fremdpartikelquellen
Von den betroffenen Anlagenbereichen wurden Schmutzproben entnommen und diese mit dem Digitalmikroskop eingehend charakterisiert. Auch hier handelte es sich um Partikel mit Interferenz-Erscheinungen mit geraden und verschwommenen Kanten sowie länglicher Struktur.
Lackabblätterungen von den Warenträgern hatten überwiegend verschwommene Kanten. Um sicherzugehen, wurden nun im dritten Schritt analytische Untersuchungsmethoden herangezogen, die folgendes Ergebnis erbrachten:
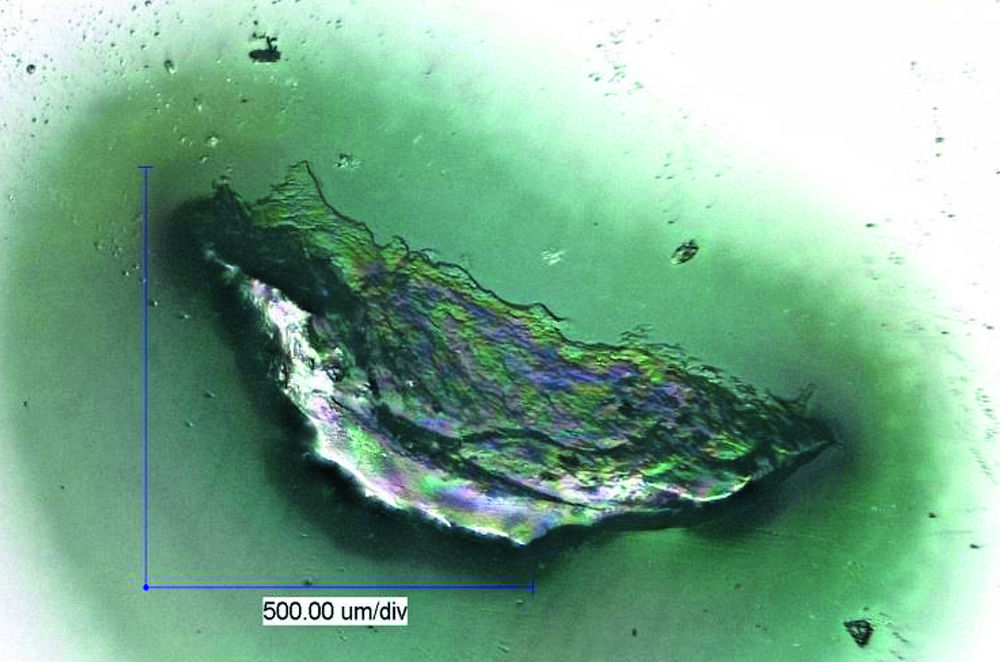
- Partikel mit Interferenz-Erscheinungen mit geraden Kanten (Bild 1) oder mit länglicher Struktur bestehen aus dem zu lackierenden Kunststoffmaterial
- Partikel mit Interferenz-Erscheinungen mit verschwommenen Kanten sind Lackabblätterungen (Bild 2) und stammen von den Warenträgern
Bei der im vierten Schritt durchgeführten Prozessanalyse wurden die Partikel mit geraden Kanten bereits im Spritzgussbereich und dort auch auf den Teileoberflächen gefunden. Dabei waren alle Seiten der Bauteile betroffen. Dies ist auf die Abtrennung der Angussteile zurückzuführen. Gleichzeitig bildeten sich an den Kanten feine Kunststoffspäne. Die faden- bzw. faserförmigen Einschlüsse (Bild 3) wurden nach Größe, Farbe und Textur mit den in allen Anlagenbereichen (auch Spritzgussbereich) verwendeten Arbeitsstoffen und Hilfsstoffen mikroskopisch verglichen. Die Ursachen waren überwiegend:
- Vliesstoffe im Spritzgussbereich zur Ölaufnahme
- Reinigungstücher zur manuellen Reinigung der Kunststoffteile vor dem Lackieren
Im letzten Schritt wurde ein Maßnahmenkatalog erstellt und umgesetzt, der im Folgenden dargestellt ist.
- Mittels Parameterstudie waren weniger Partikel bei der Abtrennung der Anguss-teile realisierbar.
- Aufbau eines Sauberkeitskonzeptes:
- Staubbindende Maßnahmen (Wasserwannen, Klebeflächen), auch im Spritzguss bis zur Teileaufgabe
- Abblasen der Teileoberflächen
- Zusätzliche Ionisationsgeräte zur Entladung der Kunststoffteile
- Verbesserung der manuellen Bauteilereinigung (Methode, Material, Arbeitsplatz).
- Inline-Reinigung der Warenträger bei jedem Durchlauf.
Das Beispiel zeigt, wie wichtig ein systematischer Qualitätsaufbau im Gesamtprozess ist. Die Sauberkeit im Spritzgusswerkzeug und um die Spritzgussmaschine herum kann sehr großen Einfluss auf die Qualität und damit auf die Kosten haben. Schmutzverschleppungen aus dem Bereich der Teileherstellung durch geschlossene Anlagenbereiche sind deshalb mit staubbindenden Maßnahmen zu minimieren.
Sauberkeit in allen Bereichen
Die Auswahl und die Sauberhaltung von Transportsystemen bzw. -verpackungen sind zu beachten. Schmutzerzeugende Fertigungsschritte wie Trimmen sollten aus dem Lackierbereich verbannt werden oder durch entsprechende Maßnahmen lüftungstechnisch abgeschottet werden. In die gekapselte Anlage (beginnend vom Spritzgussprozess) sollte der Transfer von Personal, Bauteile und Geräte nur über geeignete Schleusentechnologien erfolgen. Ein oft vergessener Punkt ist die reinigungsfreundliche Auslegung der Gesamtanlage.
| Der durch den Kostendruck motivierte Trend zur abwasserfreien Lackieranlage hat auch Nachteile. Der Verzicht auf eine nass-chemische Reinigung der Kunststoffteile wird oft durch eine manuelle Reinigung mit getränkten Tüchern oder durch eine CO2-Schnee-Reinigung ersetzt. Jedoch erfolgt hierbei keine Reinigung der Teilerückseite und der Warenträger. Beim Spritzlackieren besteht das Risiko, dass auf diesen Flächen anhaftender Schmutz durch die Spritz- und Kabinenluft auf die zu lackierenden Flächen gelangt. Zuluftanlagen mit geeigneten Filtertechnologien und Befeuchtung zur Reduzierung der elektrostatischen Ladungen sollten selbstverständlich sein. Lackierkabinen mit Nassauswaschung können durch die mit Wasser gefluteten Flächen vagabundierenden Schmutz aufnehmen. Trockene Lackoverspray-Abscheidesysteme können dies nicht. In einigen Fällen verursachen sie sogar Lackierfehler. |
Zum Netzwerken:
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, michael.hilt@ipa.fraunhofer.de, Ulrich Hoffmann, Tel. +49 711 970-1753, ulrich.hoffmann@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung