Technologien Nasslackieren
Potenziale beim Airless-Spritzen
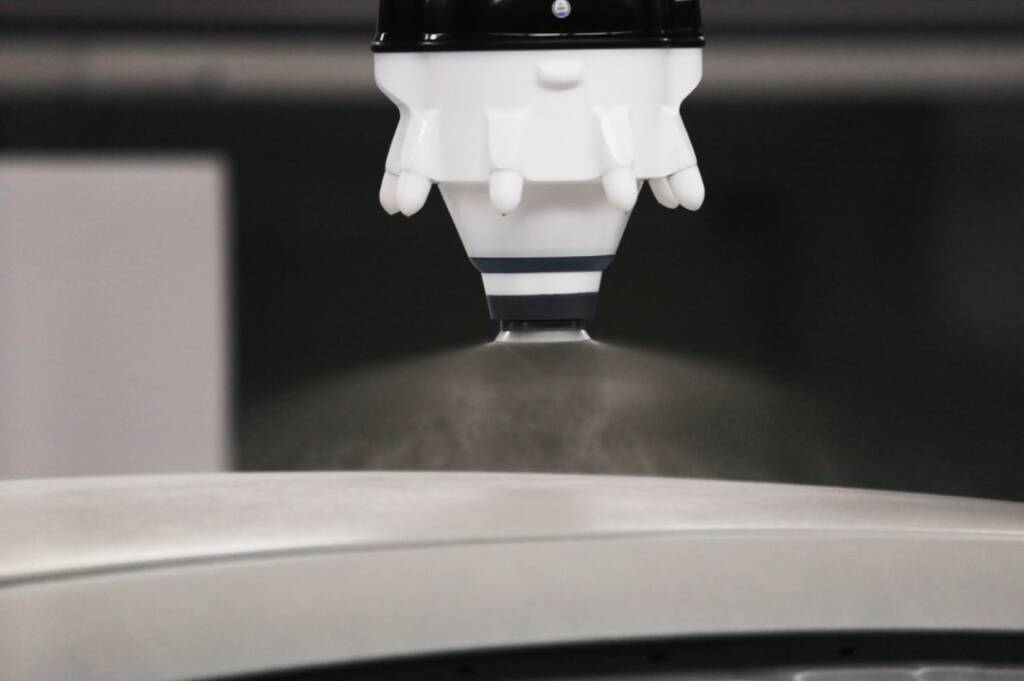
Das Airless-Spritzen ist eine Lackiertechnik, die für den industriellen Bereich interessante Potenziale wie z.B. den sehr hohen Auftragswirkungsgrad aufweist. Mittels numerischer Simulationen und experimenteller Untersuchungen werden jetzt am Fraunhofer IPA die Zerstäubungs- und Beschichtungsqualität optimiert, so dass neue Anwendungen aufgeschlossen werden können, vor allem in automatisierten Lackieranlagen.

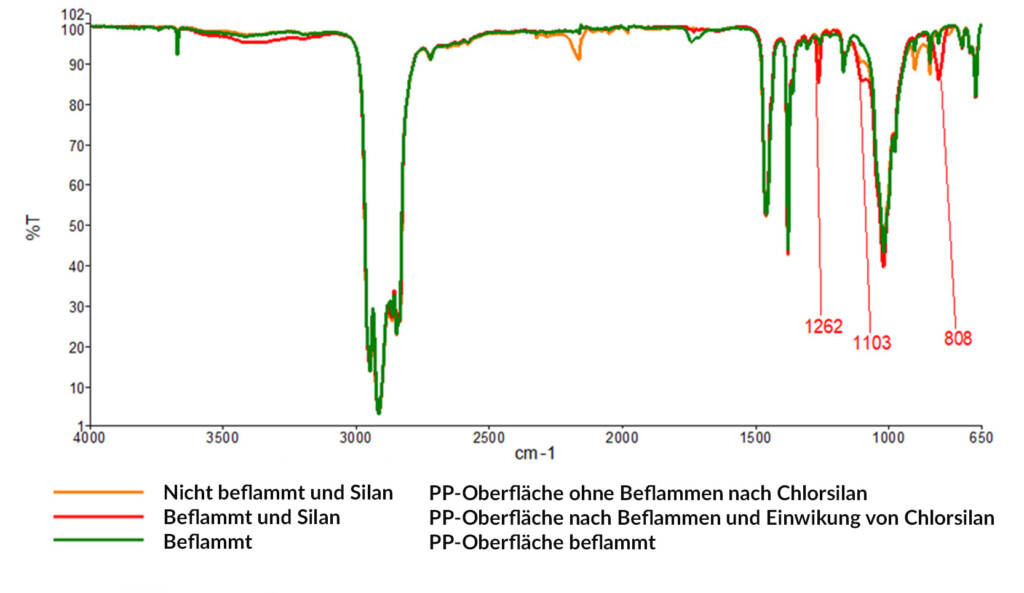
Airless-Düsen werden insbesondere in manuellen Lackierverfahren sowie Reinigungsprozessen häufig verwendet. Bei dieser Düsenbauart wird das Material im Gegensatz zu pneumatischen Zerstäubern ausschließlich über den Materialdruck zerstäubt. Das Material wird durch eine Pumpe unter hohen Druck gesetzt und mit bis zu ca. 250 bar durch eine kleine Düsenöffnung gepresst. Zur Zerstäubung wird die kinetische Energie des aus der Düsenöffnung austretenden Sprühstrahls bzw. der Flüssigkeitslamelle genutzt. Zur Untersuchung der Airless-Beschichtungsprozesse werden am Fraunhofer IPA numerische Simulationen durchgeführt. Die Simulation liefert nützliche Informationen, die durch Experimente nicht ohne weiteres erworben werden können, z.B. Druckverteilungen und Geschwindigkeitskonturen inner- und außerhalb der Airless-Düsen. Die Flugbahnen der bei der Zerstäubung entstehenden Tröpfchen wurden in der Simulation unter Verwendung des DPM-Modells (Discrete Phase Model) berechnet. Zur Validierung der Simulationsergebnisse wird die experimentell gemessene Schichtdickenverteilung auf dem Substrat herangezogen. Die aus der Simulation abgeleitete Schichtdickenverteilung stimmt sehr gut mit den experimentell ermittelten Daten überein -> Bild 2. Darüber hinaus werdenHochgeschwindigkeitsaufnahmen, Tröpfchengrößen- und -geschwindigkeitsmessungen sowie Auftragswirkungsgradmessungen mit den Simulationsergebnissen abgeglichen.
 η = Viskosität 40 mPa•s, Oberflächenspannung σ = 60 mN/m; b) η = 40 mPa•s, σ = 30 mN/m; c) η = 80 mPa•s, σ = 30 mN/m (Bild 1).")
Unterschiedlich starke Ausprägung von Randstrahlen beim Airless-Spritzen mit verschiedenen Materialien. a) η = Viskosität 40 mPa•s, Oberflächenspannung σ = 60 mN/m; b) η = 40 mPa•s, σ = 30 mN/m; c) η = 80 mPa•s, σ = 30 mN/m (Bild 1).
")
Vergleich der berechneten und gemessenen Schichtdickenverteilung auf dem Substrat beim Lackieren mit einer Airless-Spritzpistole. (Bild 2)
Airless-Düsen optimieren
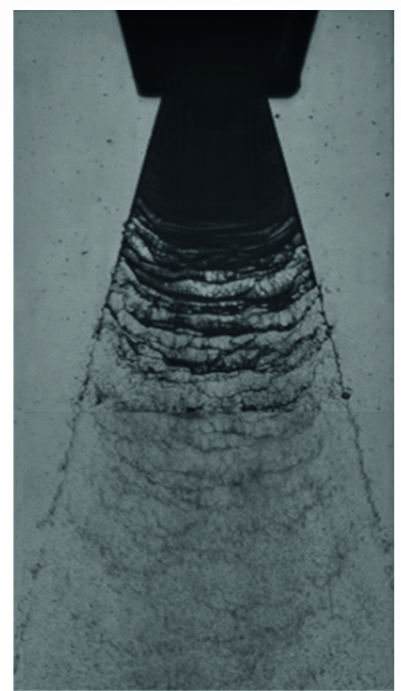
Bei der Zerstäubung mit Airless-Düsen werden häufig Randstrahlen beobachtet -> Bild 3. Diese führen zu einer ungleichmäßigen Schichtdickenverteilung und sollen möglichst vermieden werden. Die Simulationsergebnisse, insbesondere die Druckverteilung und die Geschwindigkeitskonturen innerhalb der Airless-Düse, können dem Düsenkonstrukteur helfen, die Entstehung der Randstrahlen besser zu verstehen. Ziel der Untersuchungen am IPA ist die Vermeidung von Randstrahlen durch Optimierung der Düseninnen-Geometrie. In der Praxis ist auch zu beobachten, dass beim Sprühen von verschiedenen Materialien mit derselben Düse die Ausprägung der Randstrahlen deutlich unterschiedlich sein kann. Zur Untersuchung des Einflusses der Materialeigenschaften, insbesondere von Viskosität und Oberflächenspannung, auf die Bildung von Randstrahlen wird zusätzlich die VOF-Methode (Volume of Fluid) bei den Simulationen eingesetzt. Im -> Bild 1 ist deutlich zu sehen, dass im Vergleich zur Viskosität die Oberflächenspannung des Materials eine dominante Rolle bei der Bildung der Randstrahlen spielt. Je höher die Oberflächenspannung, desto stärker sind die Randstrahlen ausgeprägt. Die Ergebnisse der Berechnungen werden u.a. auf der IPA-Veranstaltung „Numerische Simulation – Lackierprozesse planen und verbessern“ am 26. März 2015 vorgestellt. Zudem werden weitere konkrete Anwendungsbeispiele von Simulationen rund um die Lackiertechnik präsentiert.
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, Michael.Hilt@ipa.fraunhofer.de, Dr. Oliver Tiedje, Tel. +49 711 970-1773, Oliver.Tiedje@ipa.fraunhofer.de, Bo Shen, Tel. +49 711 970-1587, bo.shen@gsame.uni-stuttgart.de, www.ipa.fraunhofer.de/beschichtung