Technologien Vorbehandeln-Entlacken
Höhere Fertigungstiefe
Optimal gestrahlte Teile sind eine Voraussetzung für Lackierungen, die auch starken Belastungen Stand halten. Die niederländische Maschinenfabrik Delwi Groenink hat deshalb ihre Fertigungstiefe jetzt unter anderem durch eine Hängebahn-Durchlaufstrahlanlage für verschiedene Stahlkonstruktionen erhöht.

Die Hubindustrie, der Offshore-Bereich und der Transportsektor sind Branchen, aus denen die Kunden der im niederländischen Enschede ansässigen Maschinenfabrik Delwi Groenink kommen. Das Unternehmen konstruiert und produziert unter anderem Absetzsysteme für Container wie z.B. Absetzmulden. Die Vorbehandlung durch manuelles Strahlen und die Lackierung der Produkte erfolgte bisher bei Dienstleistern, was mit einem hohen Transport- und Zeitaufwand verbunden war. Um sowohl schneller als auch flexibler zu werden, entschied das Unternehmen, die Fertigungstiefe um diese beiden Prozesse zu erhöhen und übernahm die bisherigen Lohnbetriebe inklusive Personal. Um den bisher manuell durchgeführten Strahlprozess wirtschaftlich zu optimieren, investierte Delwi Groenink auch in eine Strahlanlage, die in einer neuen Halle angrenzend an die Lackierung platziert ist. Ausschlaggebend bei der Entscheidung für die Hängebahn-Durchlaufstrahlanlage „RHBD 27/32-K“ waren die Ergebnisse, der mit Originalteilen durchgeführten Strahlversuche, die Möglichkeit, Referenzanlagen bei Kunden zu besichtigen und nicht zuletzt der eigene Service von Rösler in den Benelux-Staaten.
Strahlversuche und Anlagenausstattung überzeugten
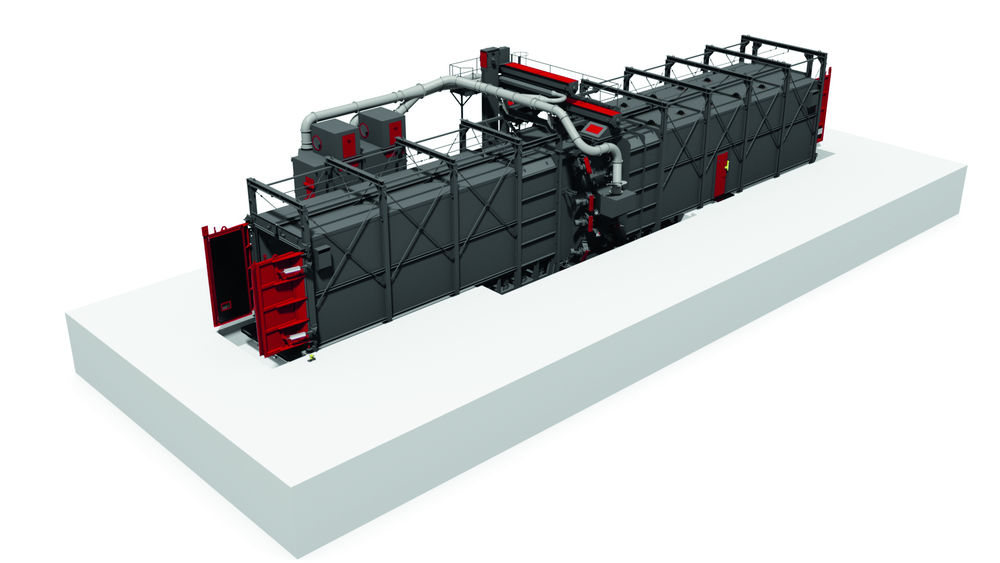
Die Anlage ist ausgelegt für die kontinuierliche Einzel- und Chargenbearbeitung von bis zu 2600 x 3100 x 11.000 mm (H x B x L) messenden Teilen. Die Strahlkammer ist serienmäßig aus Manganstahl gefertigt und in stark belasteten Bereichen zusätzlich mit spaltfrei verlegten, auswechselbaren Platten aus dem robusten Material ausgekleidet. 16 Turbinen des Typs „Gamma 400 G“ mit jeweils 11 kW Antriebsleistung sorgen für eine hohe Strahlintensität. Sie sind in zwei Reihen versetzt vertikal angeordnet und haben einen Strahlmitteldurchsatz von jeweils 2240 kg/min, sodass die Stahlkonstruktionen in allen Bereichen sauber ausgestrahlt werden. Das spezielle Wurfschaufeldesign in Y-Form und eine optimierte Strahlmittelübergabe der von Rösler entwickelten Hochleistungsturbinen ermöglichen eine sehr flüssige Bewegung des Strahlmittels. Sie führt zu einer höheren Abwurf- und Aufprallgeschwindigkeit, aus der im Vergleich zu herkömmlichen Turbinen gleicher Größe eine zwischen 15 – 20% höhere Strahlleistung resultiert. Einen Beitrag zum effizienten Strahlen leistet auch das zielgerichtete Strahlbild. Darüber hinaus können die Wurfschaufeln von zwei Seiten genutzt werden, sodass sie eine mindestens doppelte Standzeit bieten. Dies hat ebenso überzeugt wie der schnelle Wechsel der Wurfschaufeln innerhalb von nur sieben Minuten.
Bedarfsgerecht ausgelegter Strahlprozess
Nachdem die Stahlkonstruktion an die Traverse übergeben wurde, erkennt die Anlage, dass ein Teil zum Strahlen bereitsteht und transportiert es in die Vorkammer. Sobald ein Sensor, der den Bereich vor der Strahlanlage überwacht, signalisiert, dass sich kein Mitarbeiter mehr vor der Anlage befindet, wird die Doppelflügeltür automatisch geschlossen. Entsprechend dem teilespezifisch ausgewählten Programm laufen alle oder nur definierte Turbinen an und das Werkstück wird in der Strahlkammer bearbeitet.
Angepasste Strahlintensität
Die Strahlintensität kann da-bei mit Frequenzumwandlern angepasst werden. Nachdem das Teil in die Nachkammer transportiert wurde, werden die Turbinen mit Muschelschiebern verschlossen und stoppen, damit ein Mitarbeiter eventuell anhaftendes Strahlmittel und Staub manuell entfernen kann. Ist dies erledigt, verlässt der Mitarbeiter die Nachkammer, quittiert diesen Vorgang, ein weiterer Sensor überprüft den Auslaufbereich, die Doppelflügeltüren öffnen sich und die Traverse transportiert das Teil aus der Anlage. Die Strahlmittelaufbereitung mit Becherwerk, Querförderschnecke und Windsichtung ist auf den hohen Durchsatz von rund 2,5 t Strahlmittel pro Minute ausgelegt.
Zum Netzwerken:
Rösler Oberflächentechnik GmbH, Untermerzbach, Julia Lips, Tel. +49 9533 924-802, j.lips@rosler.com, www.rosler.com