Technologien Pulverbeschichten

Kostenfrei online dabei sein: Am 23.09.2026 – 24.09.2026 zeigt die BESSER LACKIEREN EXPO live Retrofit von Lackieranlagen –mit Praxisbeispielen, Expertenwissen und innovativen Lösungen für die Modernisierung bestehender Lackieranlagen. Jetzt anmelden und wertvolle Impulse für Ihren Betrieb sichern!
Zur Anmeldung
Mit Voranodisation und Pulverlack höchsten Korrosionsschutz erzielen
In einem jetzt abgeschlossenen Forschungsprojekt un-tersuchten das Forschungs-institut für Edelmetalle und Metallchemie e.V. (fem) gemeinsam mit dem Fraunhofer IPA und der GSB International als Kooperationspartner die Korrosionsbeständigkeit voranodisierter Schichten und das Haftungsverhalten der Pulverbeschichtung. Erste Ergebnisse und praktische Tipps im Überblick.

Das Voranodisieren von Aluminiumbauteilen mit anschließender Lackierung kennen Beschichter vorwiegend aus der Luftfahrtbranche, für die höchste Korrosionsschutzanforderungen gelten. Bereits vor über 20 Jahren jedoch hat auch die Architekturbranche diese Verfahrenstechnologie für sich entdeckt. Allen voran haben Qualitätsorganisationen wie etwa die GSB International Al 631 und entsprechende technische Richtlinien erstellt, welche Beschichtern und Anwendern hilfreiche Informationen liefern.
Was versteht man unter Voranodisation?
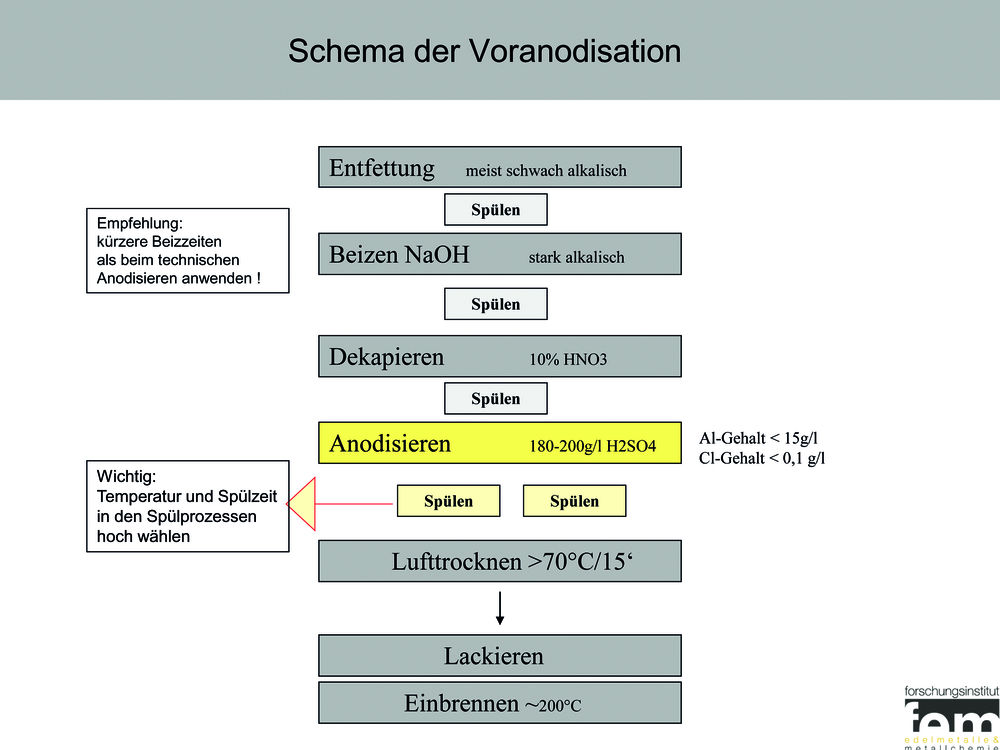
Aluminiumlegierungen werden zunächst entfettet, anschließend kurz alkalisch gebeizt und dann mindestens 10 min oder länger in einem Schwefelsäureelektrolyten anodisiert. Die Eloxalbadtemperatur >20 °C muss dabei konstant gehalten werden. Die Stromdichten wählt man analog dem technischen Anodisieren zwischen 1,5 und 2 A/dm² bei einer Badspannung zwischen 15 und 18 V. Die Kombination von Anodisation und Lackierung führt somit zu äußerst korrosionsfesten Endprodukten, die auf Fenster-profilen oder großflächigen Fassadenblechverkleidungen aus Aluminium bereits vielfältig zur Anwendung kommen.

Wie gut ist die Korrosionsbeständigkeit voranodisierter Schichten?
Voranodisierte und lackierte Aluminiumbleche (EN AW-5005 H 12) zeigten beispielsweise nach 4000 h Filfiformkorrosionsprüfung noch keinerlei Korrosionsauffälligkeiten (FFK-Faktor <0,1) und konnten somit die aktuellen Anforderungen der GSB International Al 631 bei weitem übertreffen. Auch den essigsauren Salzsprühtest sowie die Kondenswasserprüfung überstanden die Bleche nach über 2000 h Prüfzeit ohne erkennbare Lackunterwanderungen.
Wie ist das Verhalten der Haftfestigkeit der Lacke zu bewerten?
Es wurde klar ermittelt, dass ausnahmslos alle getesteten Pulverlackierungen auch bei negativen Kochtestergebnissen (also schlechten Gitterschnittresultaten nach 2 h Behandlung in kochendem VE-Wasser) die Anforderungen der oben genannten Prüfungen ohne Haftfestigkeitsverlust bestehen.
Stichwort „Kochtest auf Voreloxal“:
Auf voranodisierten und nachfolgend lackierten Prüfblechen zeigten nach dem Kochtest und Gitterschnittprüfung etwa 80% aller geprüften hochwetterbeständigen Farben (HWF) negative Resultate, bei den geprüften Polyester-Standardsystemen waren immer noch 60% negativ. Diese „schlechten“ Kochtestergebnisse „erschrecken“ zwar zunächst den Qualitätsmitarbeiter im Prüflabor, sind aber für die zu erwartende Langzeitbeständigkeit von voranodisierten Bauteilen ohne nachteilige Konsequenz. Der Kochtest als Qualitätstest für die Vorbehandlung bei der Voranodisation stellt somit kein wirkliches Qualitätskriterium mehr dar. Dies gilt allerdings nicht für Lacksysteme, die auf alternativen Konversionsschichten (etwa Chromatierungen oder CrVI-freien Systemen) appliziert werden. In diesen Fällen besitzt der Kochtest nach wie vor seine Gültigkeit und ist in Beschichtungsbetrieben mit GSB Qualitätsgütesiegel nach wie vor verpflichtend.
Wie sich die Lackhaftung noch verbessern lässt:
Man spült vorzugsweise in VE-Wasser bei Raumtemperatur nach der Anodisation entweder so lange wie möglich, was ökonomisch aber unsinnig ist, oder man erhöht signifikant die Spültemperatur (bis 100 °C), damit können auch die Spülzeiten auf wenige Minuten reduziert werden und es sollten alle marktüblichen Polyesterlackierungen mit vermeintlich ungenügenden Nasshaftungseigenschaften nach dem Kochtest i.O. sein. In der Praxis wird jedoch kein Beschichter seine VE-Spülen auf 100 °C hochheizen wollen, nur um den Kochtest zu bestehen.
Welche Lacke wurden im Projekt untersucht?
Es wurden etwa 100 unterschiedliche Polyesterpulverlackfarbtöne auf ca. 3 µm dicken Anodisationsschichten aufgebracht. Die Proben wurden nach dem Anodisieren jeweils 12 min bei Temperaturen von 20 °C, 60 °C und 100 °C mit VE-Wasser gespült. Bei 20 °C waren die Gitterschnittergebnisse nach dem Kochtest zu etwa 80% negativ, bei 60 °C nur noch 50%. Bei einer Spültemperatur von 100 °C zeigte schließlich kein einziges Lacksystem mehr eine schlechte Nasshaftung, die Haftfestigkeitsergebnisse nach dem Kochtest waren zu 100% positiv.
Wie lässt sich die verbes-serte Haftfestigkeit bei hohen Spültemperaturen erklären?
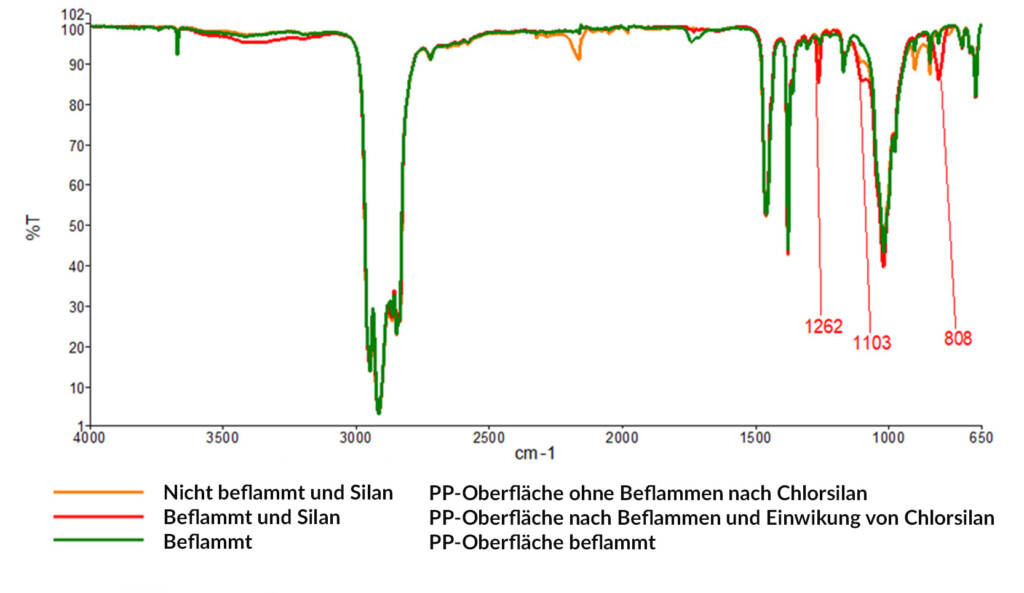
Hierfür gibt es zwei Theorien: Über 75 °C bilden sich hydroxidische Beläge auf der Oxidoberfläche aus. Diese nur wenige hundert Nanometer dünnen Deckschichten besitzen nachweislich ausgezeichnete Haftvermittlungseigenschaften. Zum andern bewirken hohe VE-Spültemperaturen eine bessere Ausdiffusion der Restschwefelsäure aus den Milliarden Porenkanälen der Aluminiumoxidschicht heraus, was zusätzlich für die Lackhaftung förderlich ist. Mittels REM, EDX, AFM sowie IR-Spektroskopie konnten die Beläge eindeutig als Böhmit und/oder Diaspor nachgewiesen werden.
Empfehlungen für die Praxis:
Generell können voranodisierte Bauteile bei Raumtemperatur ohne Qualitätseinbußen in VE-Wasser gespült werden, jedoch sollte dabei eine Mindestspülzeit von wenigstens 10 min eingehalten werden, oder durch entsprechende Prüfungen sichergestellt werden, dass keine Beeinträchtigungen hinsichtlich der Haftfestigkeit zu erwarten sind. Höhere Spültemperaturen verbessern die Nasshaftungseigenschaften signifikant.
Forschungsinstitut Edelmetalle & Metallchemie (fem), Schwäbisch Gmünd, Stefan Funk, Tel. +49 7171 1006-503, s.funk@fem-online.de, www.fem-online.de