Technik Produkte Umwelttechnik
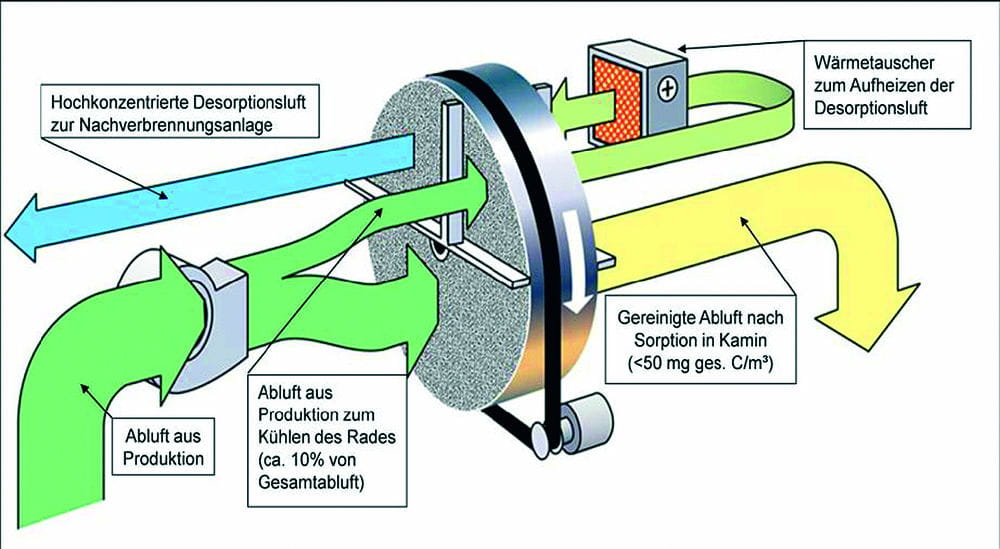
Das Prinzip der Aufkonzentration
Bei der Reinigung von Abluft sind bis heute wichtige Fortschritte erzielt worden. Ein wesentlicher Faktor sind Molekularsiebeinsatzstoffe, die sich auch in Großanlagen in der Praxis bestätigt haben. Damit lassen sich sowohl die Investitions- als auch die Betriebskosten bei gering konzentrierten VOC-Emissionen deutlich senken.

Die thermische Nachverbrennung und katalytische Verfahren sind bei der Abluftreinigung heute – insbesondere wegen der relativ hohen Betriebskosten – nur noch eingeschränkt im Einsatz. Bei der Herstellung und Verarbeitung von Farben, Lack und Beschichtungsmaterialien sind die VOC-Abluftkonzentrationen fast ausnahmslos viel zu gering, um im Vergleich mit anderen Verfahren in Bezug auf Nachhaltigkeit oder Wirtschaftlichkeit zu bestehen. Ein bemerkenswerter Fortschritt ergab sich vor rund 20 Jahren, als die ersten regenerativen Nachverbrennungsanlagen (Regenerative Thermal Oxidizer, kurz RTO) zum Einsatz kamen. Eine Mindestkonzentration von ca. 2 g Lösemittel/m³ Abluft muss jedoch bis heute für solche Anlagen vorhanden sein, um eine Kostenneutralität der Abluftreinigung zu erreihen. Emissionskonzentrationen nach Produktionsanlagen von 2 g/m³ stellen jedoch eine Ausnahme dar.

Molekularsiebe sind ein wirkungsvolles Mittel, Emissionen aufkonzentrieren und zwischenspeichern zu können. Dabei gilt ausnahmslos für alle Abluftreinigungsverfahren: Je höher die Aufkonzentrationsrate, umso wirtschaftlicher die Abluftreinigung.
Drei wesentliche Vorteile
In der Regel liegen bei Beschichtungsvorgängen Konzentrationen zwischen 0,2 und 2 g VOC/m³ vor. Wirtschaftlicher und sicherer sind Lösemittelkonzentrationen bis ca. 12 g VOC/m³. Gelingt es also, eine Konzentration zwischen 0,2 und 2 g auf 12 g VOC/m³ Abluft zu optimieren, so ergeben sich drei wesentliche Vorteile:
- Das zur Abluftreinigung verbleibende Volumen wird wesentlich verringert
- Aus der aufkonzentrierten Abluft wird in hohem Umfang Energie rückgewinnbar, die Abluftreinigungsanlage kann sogar zur Energiezentrale werden
- Die Abluftreinigungsanlage wird in der Regel kleiner und kostengünstiger
Weil in der Regel keine homogenen Beladungen in der Abluft vorliegen, wird der Vorteil einer direkten Aufkonzentrierung nur dann ausgeschöpft, wenn die Maximalkonzentration der gering beladenen Abluft gegeben ist. Beim Absinken der Konzentration oder bei Betriebsunterbrechungen entstehen Konzentrationsdefizite, die wiederum eine Fremdenergiezufuhr erfordern. Aus diesem Grunde wurden Speichersysteme entwickelt, die wie die Aufkonzentrationsrotoren früher mit Aktivkohle befüllt wurden. Analog zu den Rotationskonzentratoren sind mehrere solcher Systeme abgebrannt, die letzte Anlage 2006 in Trnava bei einem weltbekannten Automobilzulieferer. Deshalb musste dort für die Aktivkohlespeichersysteme eine Alternative gefunden werden. Im Vergleich zu den Aufkonzentrationsrotoren werden für die Lösemittelakkumulatoren größere Mengen an Molekularsieb benötigt. Die Lösemittel werden im Gefüge der Molekularsiebe gespeichert und beim Ausbleiben von Lösemitteln in der Abluft aus dem Molekularsieb an die dann unterkonzentrierte Abluft zurückgegeben. Hierdurch gelingt es, vor dem Rotationskonzentrator eine Abluft mit homogener VOC-Beladung sicherzustellen. Der Molekularsiebpuffer erfüllt somit zwei wichtige Voraussetzungen für einen wirtschaftlichen Abluftreinigungsbetrieb:
- Die schwankende Lösemittelkonzentration in der Abluft wird innerhalb des Puffers geglättet und vereinheitlicht
- Der Molekularsiebpuffer speichert Lösemittel. Dieses wird in Betriebszeiten mit geringer VOC-Beladung in die Abluft zurückgegeben
Molekularsiebe und Molekularsiebersatzstoffe erlauben unter günstigen Voraussetzungen eine Amortisation von Abluftreinigungsanlagen in weniger als fünf Jahren. Die Kombination zwischen Rotationskonzentrator und vorgeschaltetem Molekularsiebpuffer wird als Duplex-Station bezeichnet und ist 2009 weltweit erstmals bei Stork in Dortmund zum Einsatz gelangt. Dieses Verfahren kann in der Zukunft auch für sehr große Abluftmassenströme, wie bspw. bei der Lackierung von Flugzeugen, Großfahrzeugen oder Eisenbahnwaggons, eingesetzt werden. Bei Flugzeug- oder Militärfahrzeuglackierungen sind diesbezügliche VOC-Speicherungen unverzichtbar.
INFO
Anwender-Beispiel 1: Bei der Herstellung von Großfahrzeugen bei Caterpillar in Dortmund entstehen ca. 100.000 m³/h Abluft mit Konzentrationen zwischen 80 und 650 mg VOC/m³. Würden diese Abluftmassenströme konventionell gereinigt, so müssten Betriebskosten von ca. 600.000,00 €/a kalkuliert werden. Mittels Aufkonzentrierung dieser Abluft um den Faktor 15 ist es jedoch gelungen, die Betriebskosten nicht nur komplett einzusparen, sondern aus der Überhangenergie noch Wärme für die Beheizung der Produktionsanlagen und Lackiereinrichtungen zurückzugewinnen.
Anwender-Beispiel 2: Eine vergleichbare Anlage ist in der Großlackiererei Stork in Dortmund in Betrieb. Auch hier mussten wegen der direkt an das Werk angrenzenden Nachbarn in der Innenstadt von Dortmund höchste Reinheitsanforderungen mit geringsten Kosten erreicht werden. Zwar sind dort maximal nur 80.000 m³/h Abluft zu reinigen. Die Forderung des Unternehmens, die von Herstellern von RTO-Anlagen veranschlagten Betriebskosten von rund 45,00 bis 60,00 €/h zu umgehen, konnte nur über eine Aufkonzentrierung erreicht werden.
Anwender-Beispiel 3: Doch nicht nur Anwender, auch Lackproduzenten greifen inzwischen auf diese Technologie zurück. Bei MIPA war lange eine regenerative Abluftreinigungsanlage in Betrieb. Die Gasverbräuche betrugen näherungsweise 150.000 m³/a für einen Abluftdurchsatz mit etwa 18.000 m³/h. Im Zuge von Betriebserweiterungen, durch die nun ca. 40.000 m³/h Abluft zu behandeln waren, stand eine neue regenerative Abluftreinigungsanlage an. Diese ist für nur 4.000 m³/h Abluft dimensioniert, da die 40.000 m³/h mittels Molekularsiebpufferung in Verbindung mit einem Duplex-Konzentrator um den Faktor 10 aufkonzentriert werden konnten. 36.000 m³/h Abluft werden somit ohne Nachverbrennung direkt ins Freie abgegeben. Bei Eingangskonzentrationen zwischen 150 mg und ca. 1 g VOC/m³ wird nach der Glätterstufe eine Konzentration von etwa 4 bis 5 g VOC/m³ erreicht, so dass über die kleine regenerative Abluftreinigung nicht nur die Autothermie des Abluftreinigungsbetriebs sichergestellt ist, sondern darüber hinaus Abwärme zur Beheizung der Produktion während des gesamten Winters genutzt wird.
Rafflenbeul Anlagenbau GmbH, Langen, Rolf Rafflenbeul, Tel. +49 6103 30 09 78, rafflenbeul@envisolve.com, www.envisolve.com
Hersteller zu diesem Thema: