Technologien Vorbehandeln-Entlacken
Vorbehandlung für besseren Korrosionsschutz
Die Idee ist schon älter – seit 2016 gibt es das Konzept der "Bonderite APNR (Adhesion Promoter No Rinse)", aber erst im letzten Jahr hat Henkel die ersten Anlagen bei einigen Kunden in Deutschland in Betrieb genommen. Die neue Technik stellt nach Herstellerangabe einen kostengünstigen Weg dar, um die Korrosionsschutzleistung von Metall-Vorbehandlungslinien zu steigern. Zusätzlich nimmt die Lösung nur wenig Platz ein.

Die „APNR“ wird im nasschemischen Vorbehandlungsprozess als letzter Prozessschritt anstelle des finalen Spülgangs installiert. Die zu beschichtenden Werkstücke durchlaufen somit die übliche Vorbehandlungskaskade, je nach Qualitätsanforderung mit oder ohne vorgeschaltete Phosphatierung. Sie erhalten in der letzten Kammer eine Passivierung durch die „APNR“. Dabei wird VE-Wasser mit einem geeigneten Chemikalienzusatz gemischt und anschließend vernebelt. Die auf dem Werkstück verbliebene Feuchtigkeit kann entweder mit einer passiven Trocknung unter Umgebungsbedingungen oder einer forcierten Trocknung, beispielsweise in einem Haftwassertrockner entfernt werden. Dadurch, dass die Chemikalien ständig frisch zugeführt werden, entfallen an dieser Stelle Badüberprüfungen. Dabei ist eine optimale Zusammenstellung der Mischung jederzeit gewährleistet. Somit ergibt sich nach Herstellerangabe ein besserer Korrosionsschutz, eine verbesserte Haftungsfestigkeit und eine optimierte Prozessstabilisierung. „Außerdem ist es egal, falls die Fördertechnik einmal angehalten werden muss. Danach kann der Prozess einfach weiterlaufen“, sagt Nicolas Welte, Field Technical Customer Service bei Henkel, und weiter: „Nach unseren Erfahrungen verbessert sich die Korrosionsschutzleistung auf jeden Fall zwischen 50% – 100%, wenn die ‚APNR‘ zum Einsatz kommt.“
Umrüstung
Die Umstellung bei einer bestehenden Vorbehandlung kann man sich wie folgt vorstellen: „Im ersten Schritt kommt ein Außendienstmitarbeiter von Henkel zum Beschichtungsunternehmen und lernt den bestehenden Prozess kennen. Danach setzen wir uns mit dem Betreiber zusammen und finden die beste Lösung sowohl in Bezug auf die Geräte als auch auf die nötige Chemie“, sagt Welte.
Bedarfskomponenten

Modular aufbaubare Vernebler bringen die Passivierung auf den Bauteilen auf.
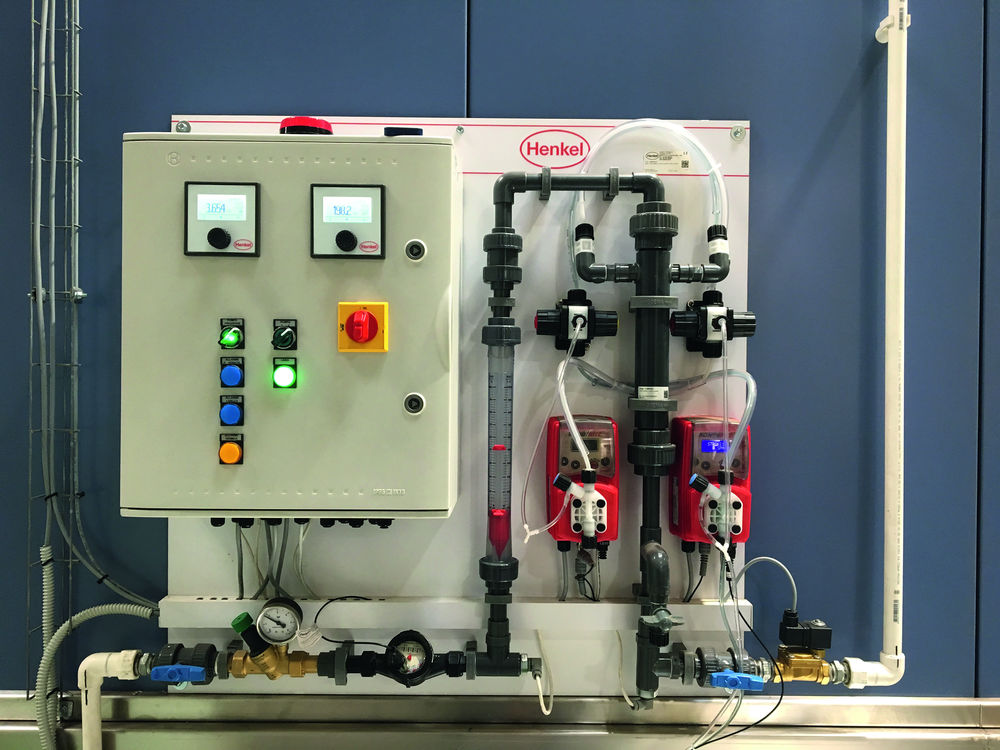
Zur Umstellung nötig ist eine spezielle Mischeinheit und die passende Anzahl an Verneblerkränzen. Zudem muss die Verrohrung installiert werden und ein Druckluftanschluss verfügbar sein. Als Zusatzleistung kann die Installation auch von einem Henkel-Partnerunternehmen übernommen werden. Die Mischeinheit ermöglicht die Zudosierung von bis zu zwei verschiedenen Chemikalien. Zu diesem Zweck wird über einen Durchlaufzähler die Menge des VE-Wassers bestimmt und dazu passend die aktive Substanz zugegeben. Um eine gleichbleibende Qualität zu gewährleisten, wird vor und nach der Zudosierung jeweils der Leitwert abgenommen. So lässt sich sowohl die VE-Wasserqualität kontrollieren, als auch die richtige Zudosierung der Chemie feststellen. Bei Abweichungen wird ein optischer Alarm ausgelöst. Mögliche passivierende Substanzen, die bei der „APNR“ gut einsetzbar sind, sind u.a. „Bonderite M-NT 5923“ und „Bonderite M-NT 50001“. Bei dem erstgenannten Produkt handelt es sich um eine Chrom-III-haltige Substanz, die ebenso wie das andere Produkt multimetallfähig ist. Das andere Produkt arbeitet hingegen chromfrei. Für die ausschließliche Aluminiumpassivierung sind auch andere, GSB und Qualicoat geprüfte Produkte einsetzbar. Vor einer Umstellung der Passivierung müssen im Prozess nur die Leitungen gespült werden. Dies nimmt einige Minuten in Anspruch. Die jeweilige Wasser-Chemie-Mischung wird über Vernebler auf die Werkstücke aufgetragen. Je nach Anwendung sind unterschiedlich lange Sprühkränze installierbar, die zudem auch übereinander angeordnet werden können.
Modularität
„So kann auf Basis eines modularen Baukastensystems nahezu jede Anwendung umgerüstet werden“, sagt Welte. „Das Verfahren eignet sich deshalb sowohl für große als auch für kleinere Unternehmen.“ Zu beachten gilt es, dass die entstehenden Dämpfe nicht eingeatmet werden dürfen. Somit ist für eine Absaugung zu sorgen, außerdem darf die Sprühkammer direkt nach einer Behandlung – beispielsweise bei einem Störfall – nur mit Atemschutz betreten werden, um ein Einatmen der Aerosole zu vermeiden. Nach der Installation schult Henkel die Unternehmen und übergibt einen Wartungsplan für die Anlage, so dass die Anlagenwartung selbständig durchführbar ist.
Anwendungsbereiche
Das Verfahren ist für die Anwendung auf allen Metallen geeignet. Es ist bei nasschemischer Vorbehandlung oder auch nach dem Strahlen einsetzbar. Bei letzterem muss allerdings beachtet werden, dass ein höherer Flüssigkeitsbedarf zu erwarten ist, da zunächst ein Flüssigkeitsfilm gebildet werden muss. Der Einsatz der Technik ist grundlegend für die Vorbehandlung vor dem Pulverbeschichten geeignet, aber: „Es spricht auch nichts gegen eine anschließende Nasslackierung,“ sagt Welte. In Bezug auf Elektrotauchlacke laufen aktuell entsprechende Untersuchungen, um das Verfahren zukünftig dort ebenso für die Vorbehandlung zur Verfügung zu stellen.
Zum Netzwerken:
Henkel AG & Co. KGaA, Nicolas Welte, Tel. +49 151 68011920, nicolas.welte@henkel.com, www.henkel.com, www.bonderite.de