Technik Produkte Mess- und Prüftechnik
Aktiven Korrosionsschutz richtig prüfen
Die revidierte Auflage der DIN EN ISO 12944 gibt Aufschluss über die korrekte Prüfung des Korrosionsschutzes bei stark beanspruchten Stahlbauten.

Wenn Stahlbauwerke im Offshorebereich oder Behälter, Rohrleitungen und Kabel in den höchsten Korrosivitätskategorien im Einsatz sind, kommen nicht nur Beschichtungssysteme als passiver Korrosionsschutz zum Einsatz, sondern auch aktive Korrosionsschutzsysteme. Aktive Korrosionsschutzsysteme können durch Fremdstrom gesetzt werden. Zusammen können beide Systeme die Korrosionsschutzdauer von Beschichtungen maßgeblich verlängern. Die Normenwerke der DIN EN ISO 12944 beinhalten die Thematik des Korrosionsschutzes von Stahlbauten durch Beschichtungssysteme und sind 2018 in revidierter Auflage erschienen. Neu ist die Aufnahme der Offshore-Prüfungen in diese Normenreihe als Teil 9. Die Eignungsprüfung von Beschichtungssystemen für korrosiv hoch beanspruchte Stahlbauten mit einem aktiven Korrosionsschutz umfasst auch die Prüfung zur kathodischen Delamination. Dies sind die Immersionskategorie Im3 aus der DIN EN ISO 12944-6, die Immersionskategorie Im4 sowie die Spritzwasser- und Wasserwechselzonen als Kombination von Im4 mit der Korrosivitätskategorie CX der DIN EN ISO 12944-9. Bei der Prüfung der kathodischen Delamination werden nach DIN EN ISO 15711 zwei Verfahren vorgeschlagen: das Fremdstromverfahren und das Verfahren mit einer galvanischen Anode. Das Fremdstromverfahren, das im iLF zur Anwendung kommt, wird in künstlichem oder natürlichem Meerwasser durchgeführt. In großen Prüfbecken aus einem beständigen Material wird ein regelmäßiger Austausch des Wassers sowie die Belüftung garantiert.
Prüfdauer von 26 Wochen
Die Probenplatten mit einer Mindestgröße von 150 mm x 70 mm x 2 mm sollten aus dem gleichen Werkstoff wie das zu beschichtende Objekt bestehen. Zusätzlich ist eine Kontaktierung am Prüfkörper anzubringen. Die Probekörper werden auf Vorder- und Rückseite mit dem jeweiligen Beschichtungsaufbau versehen. Nach der Probenherstellung und definierten Trocknung werden die Oberflächen auf Fehlstellen mittels einer Porenprüfung nach DIN 55670 bei 10 kV untersucht. Unmittelbar vor der Auslagerung im Prüfbecken wird eine Fehlstelle (d = 10 mm) auf der Vorderseite der Probenplatte durch Strahlen erzeugt. Nach dem Eintauchen der Probenplatten in das Prüfbecken wird das Elektrodenpotential unter Verwendung einer geeigneten Bezugselektrode und Gegenelektrode angelegt und gemessen. Das Elektrodenpotential der Prüfkörper soll bei (-1050 ± 5) mVGKE liegen. Das Potential muss während der Prüfung regelmäßig kontrolliert und gegebenenfalls angepasst werden. Grund ist die Sicherstellung des ständigen Transports von hydratisierten Ionen zur Fehlstelle des Probenkörpers. Der im Wasser gelöste Sauerstoff kann direkt in die Beschichtung diffundieren. Je nach Beschichtungssystem wird so eine geringe oder hohe Unterwanderung der Korrosionsschutzbeschichtung erfolgen. Es werden immer drei Prüfplatten kathodisch belastet. Diese sind um die Gegenelektrode angeordnet, damit sich die Feldlinien gleichmäßig gut verteilen können. In einem zweiten Tank werden drei Prüfplatten ohne Stromkreis gelagert. Die Prüfdauer beträgt mindestens 26 Wochen. Bei Zwischenbeurteilungen werden die Prüfkörper kurz abgespült und hinsichtlich Blasenbildung untersucht. Nach dem Prüfende vom Fremdstromverfahren wird die Blasenbildung nach DIN EN ISO 4628-2 bewertet. Zusätzlich wird auch der Abstand zur Fehlstelle gemessen. Es sollte dann unterschieden werden, ob die Blasenbildung mit der Fehlstelle im Zusammenhang steht oder auf einen Beschichtungsfehler zurückzuführen ist.
Vorbehandlung entscheidend
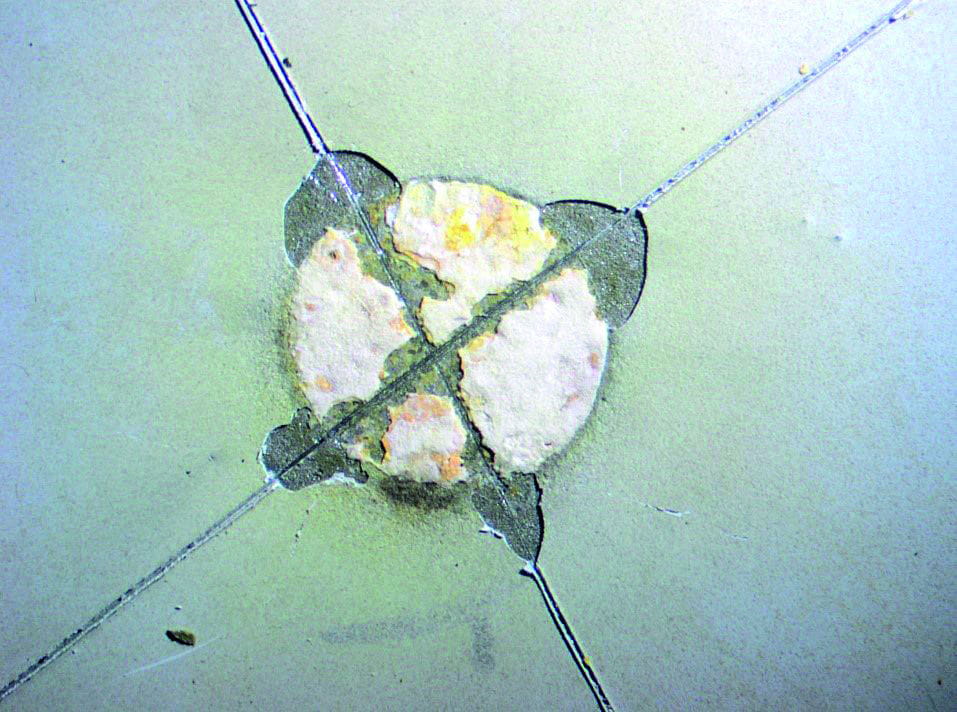
Zusätzlich wird ein Kreuzschnitt über die Fehlstelle hinweg ausgeführt. Danach wird versucht die Beschichtung von der Fehlstelle ausgehend abzuheben bzw. abzuschälen. Die Art und Anzahl der Blasen sowie die Haftungseigenschaften um die Fehlstelle definieren das Prüfergebnis. Es wird eine maximale Enthaftung mit einem äquivalenten Durchmesser von 20 mm gefordert. Die Erfahrung zeigt, dass die Art und Weise der Oberflächenvorbereitung von herausragender Bedeutung ist. Die Oberfläche sollte gründlich entfettet sein und bis auf eine Güte von Sa2 1/2 nach DIN EN ISO 8501-1 gestrahlt sein. Die Rauheit der Oberfläche sollte zwischen 50 µm und 100 µm liegen. Es ist unbedingt darauf zu achten, dass die Oberflächen nach dem Strahlen staubfrei sind. Zur Absicherung der Prüfung wird empfohlen, an zusätzlichen Platten die Haftfestigkeit der Beschichtung nach DIN EN ISO 4624 zu bestimmen. Auftretende Probleme werden dann schon vor Beginn der doch recht zeitaufwändigen Prüfung abgefangen. Es existieren noch weitere Prüfungen zur kathodischen Delamination in anderen Regelwerken und Standards (VGB/BAW, STG, DIN EN 10289/10290). Unterschiedlich sind die zeitliche Dauer der Prüfungen, die Prüftemperatur, aber auch das angelegte Potential zur kathodischen Enthaftung. In diversen ASTM Standards, wie z.B. ASTM G8, ASTM G42 und ASTMG95 werden die Prüfungen von Beschichtungen auf Rohrleitungen beschrieben. Die beschriebenen Tests zur kathodischen Delamination werden am iLF Magdeburg neben einer Vielzahl weiterer Prüfungen durchgeführt.
Zum Netzwerken:
iLF Forschungs- und Entwicklungsgesellschaft Lacke und Farben mbH, Magdeburg, Torsten Doege, Tel. +49 391 6090-227, torsten.doege@ilf-magdeburg.de, www.ilf-magdeburg.de
Hersteller zu diesem Thema: