Technik Produkte Mess- und Prüftechnik
Die Feinheit der Zerstäubung
Die Feinheit der Zerstäubung ist das zentrale Merkmal eines Lackzerstäubers, die seine Effizienz und die Beschichtungsqualität beeinflusst. Dennoch ist der Erfahrungsschatz bei den Anwendern immer noch gering, auch weil die Bedeutung messtechnischer Erfassungen nicht vollends bekannt ist. Derzeit gibt es verschiedene Methoden, mit denen die Trop-fengrößen im Spray gemessen werden können.

Unterscheiden kann man dabei zwischen Messmethoden für dünne Sprays (d.h. mit niedrigen Tropfenkonzentrationen) mit ultrafeinen Tropfen und Messmethoden für dichte Sprays mit eher größeren Tropfen bei hohen Konzentrationen. Erstere bestehen in der Regel aus Vorfiltern und einer anschließenden Partikelgrößenbestimmung über elektrische und aerodynamische Mobilitätsgrößen. Da diese Messgeräte zur Bestimmung ultrafeiner Partikel entwickelt wurden, werden diese hauptsächlich zur Charakterisierung des Oversprays genutzt und weniger für das Hauptspray.
Lackspray charakterisieren
Nahe am Zerstäuber werden laseroptische Messmethoden wie Laserbeugung, Phasen-Doppler-Anemometrie (PDA) oder Time-Shift-Verfahren eingesetzt. Die Tropfengrößenbestimmung mittels Laserbeugung wird seit vielen Jahren sehr intensiv am Fraunhofer IPA eingesetzt, sodass ein großer Erfahrungsschatz vorliegt. Die beiden anderen Verfahren unterscheiden sich von der Laserbeugung dadurch, dass sie eine hohe Ortsauflösung aufweisen und zudem simultan die Geschwindigkeit der Tröpfchen erfassen.
 Eine Untersuchungsmethode ist Phasen-Doppler-Messung am Hochrotationszerstäuber. |
 bei steigendem Abstand zum Zerstäuber. Die Messung erfolgte mit Laserbeugung.") Die Grafik veranschaulicht den Einfluss der Abdunstung auf die Tropfengröße (Dv50) bei steigendem Abstand zum Zerstäuber. Die Messung erfolgte mit Laserbeugung. |
Die Erzeugung der Tropfengrößenverteilung beim PDA und Time-Shift-Verfahren beruht auf einem zählenden Verfahren, sodass daraus auch anzahlgewichtete Verteilungen erzielt werden. Allerdings sind diese oftmals aufwändiger zu berechnen und von hoher messtechnischer Komplexität, so dass für jede Anwendung (vor allem für jeden Lack) sorgsam bewertet werden muss, ob die Messwerte valide sind.Generell beeinflussen mehrere Parameter die Messergebnisse, so dass die Tropfengrößenverteilung immer hinsichtlich der Messunsicherheiten gedeutet werden muss:
- Die Abdunstung kann die Tropfengrößen verändern.
- Wenn kleine und große Tropfen unterschiedliche Geschwindigkeiten haben, ergeben Laserbeugung (Messungen der Tropfenkonzentration) und PDA (Messung des Teilchenstroms) unterschiedliche Ergebnisse.
- Wurden alle Tropfen im Messvolumen erfasst?
- Werden Tröpfchen mehrfach gezählt, weil sie mehrfach das Messvolumen durchlaufen?
- Gab es Messartefakte, die z.B. auf die Absorption im Lacktropfen oder auf die starke Lösemittelkonzentration im Spray zurückzuführen sind?
- Ist die Zerstäubung am Messort abgeschlossen?
Als Beispiel für die Komplexität der Interpretation der Tropfengröße sollen einige der Effekte genauer erläutert werden. Durch das Abdunsten von Lösemitteln werden die Tropfen im Spray kleiner. Allerdings schrumpfen die kleinen Tropfenkollektive viel schneller als die Großen, da sie im Verhältnis eine größere spezifische Oberfläche aufweisen. Damit nimmt ihr Masseanteil im Spray überproportional ab, sodass die Großen überwiegen. Die Verteilungskennzahlen des Sprühstrahls, z.B. der volumengewichtete mittlere Durchmesser Dv50 wird größer. Dieses Paradoxon – gröberes Spray durch Abdunstung – muss bei der Betrachtung der Daten berücksichtigt werden.
… beziehungsweise die Tropfengrößenverteilung im Spray ist eine der wichtigsten Kenngrößen der Zerstäubung, da das Lackierergebnis in vielfältiger Weise beeinflusst wird:
|
Messtechnik für jede Aufgabe
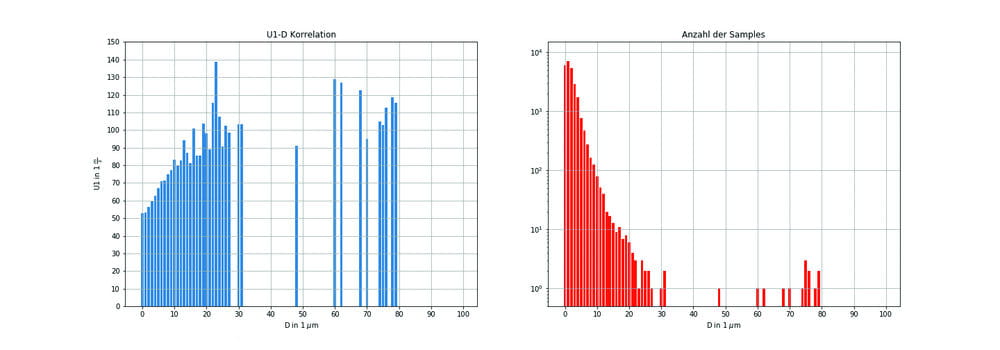
Ein typisches Phänomen bei pneumatischen Zerstäubern ist, dass die Geschwindigkeit der kleinen Tropfen im Wesentlichen der Luftströmung entspricht, wohingegen die großen Tropfen noch einen höheren Impuls von der Zerstäubung beibehalten. Diese Geschwindigkeits-Tropfengröße-Korrelation egalisiert sich erst bei einem Abstand von ca. 100 mm zum Zerstäuber. In der Tropfengrößenmessung mittels Laserbeugung führt dies zu einer stärkeren Gewichtung kleiner Tröpfchen, da sie sich länger im Messvolumen aufhalten. Bei Hochrotationszerstäubern hingegen zeigen Messwerte, dass sich vorwiegend kleine Tröpfchen im Inneren des Sprühstrahls auf den Zerstäuber zu bewegen und dabei mehrfach gezählt werden, wodurch die Verteilungskennwerte verringert werden. Am Fraunhofer IPA stehen sowohl Laserbeugung als auch Phasen-Doppler-Anemometrie zur Verfügung. Für jede Messaufgabe kann die passende Messtechnik ausgewählt werden. Erkenntnisse aus Forschung, numerischen Simulationen und Praxis in der Sprühstrahlcharakterisierung unterstützen die Interpretation der Messergebnisse, sodass praxisrelevante Schlussfolgerungen auf Beschichtungsqualität und Overspray-Entstehung ermöglicht werden.
Zum Netzwerken:
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, michael.hilt@ipa.fraunhofer.de, Dr. Oliver Tiedje, Tel. +49 711 970-1773, oliver.tiedje@ipa.fraunhofer.de, Nico Güttler, Tel. +49 711 970-1350, nico.guettler@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung
Hersteller zu diesem Thema: