Technik Produkte Mess- und Prüftechnik
Die Kunst der Gitterschnittprüfung
Die Gitterschnittprüfung ist die am häufigsten eingesetzte Haftfestigkeitsprüfung in der Lackiertechnik. Der zunehmende Wunsch nach besser reproduzierbaren und vergleichbaren Prüfergebnissen erfordert allerdings eine vertiefte Kenntnis der zahlreichen Einflussgrößen. Diese werden jetzt am Fraunhofer IPA systematisch untersucht, um daraus Praxistipps für eine zuverlässigere Gitterschnittprüfung abzuleiten.


Eine hohe Haftfestigkeit ist eine grundlegende Voraussetzung für die Funktion und Langlebigkeit von Beschichtungen. Zur Bestimmung der Haftfestigkeit werden in der Praxis unterschiedliche Verfahren angewendet, die in der DIN SPEC 91063:2011-07 als hilfreiche Übersicht vergleichend gegenübergestellt sind. Die Gitterschnittprüfung ist die bekannteste Haftfestigkeitsprüfmethode und findet Anwendung in den unterschiedlichsten Industriebereichen. Die Gründe für die Beliebtheit dieser Prüfmethode liegen in den folgenden Vorteilen:
- einfache Handhabung
- schnelle Durchführung
- geringer apparativer Aufwand
- niedrige Investitionskosten
- breiter Einsatzbereich
- überall im Feld einsetzbar/Tascheninstrument
- hohe Akzeptanz
Die Durchführung und Prüfbedingungen der Gitterschnittprüfung sind in der DIN EN ISO 2409 detailliert beschrieben. In die Beschichtung wird ein durchgehendes Gitter bis zum Substrat geschnitten. Je nach Anwendungsbereich, Beschichtungseigenschaft und Substratmaterial werden in der Norm unterschiedliche Schneidwerkzeuge, Schnittanzahlen und -abstände empfohlen. In der Regel, vor allem in der Automobilindustrie, wird zusätzlich von der Schnittfläche ein definiertes Klebeband abgezogen. Die Auswertung des erzeugten Gitterschnitts erfolgt visuell durch Vergleich mit Referenzbildern und wird in Form von Gitterschnitt-Kennwerten zwischen 0 und 5 angegeben. Das Fraunhofer IPA hat sich als langjähriger Anwender mit dieser Prüfmethode auseinandergesetzt und folgende Erkenntnisse aus den offensichtlichen Schwachstellen gewonnen: Die in DIN EN ISO 2409 festgelegten

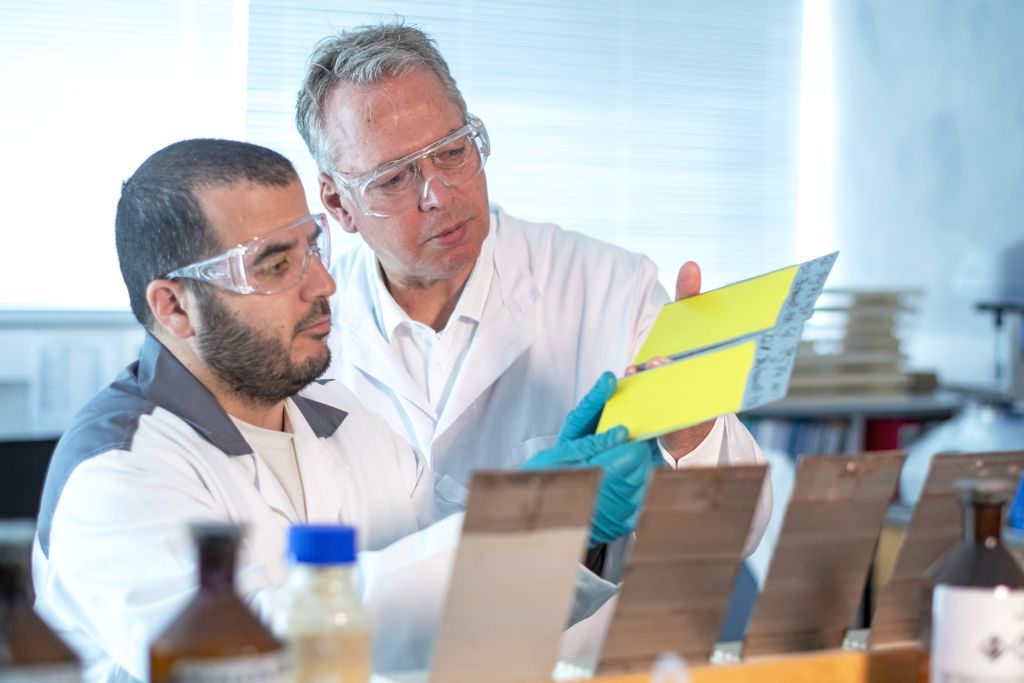
Untersuchung des Klebeverhaltens eines definierten Klebebandes auf unterschiedlichen Beschichtungsmaterialien, gemessen mit einer Zwick-Zugmaschine.
Referenzbilder und die dazugehörigen Beschreibungen für die Klassifizierung der Haftfestigkeit gelten nur für Prüfverfahren mit sechs Schnitten und nicht für Gitterschnittprüfung mit elf Schnitten, welche in einigen Prüfvorschriften von verschiedenen Automobilherstellern vorgeschrieben sind. Um die Prüfergebnisse bei der 6- und 11-Schnittmethode vergleichen zu können, hat das Fraunhofer IPA Referenzbilder mit Beschreibungen für die 11-Schnittmethode erarbeitet und in die Praxis eingeführt. Die Ausführung der Gitterschnittprüfung mit dem Mehrschneidenmesser auf nicht planen Bauteilen, wie zum Beispiel einer Kfz-Außenspiegelschale oder einem konvexen Bedienknopf, erfordert ein hohes Maß an Erfahrung, um reproduzierbare Gitterschnitte zu erhalten. Hier ist es kaum möglich, mit einem Schnittvorgang überall eine gleiche Schnitttiefe zu erzielen. Um reproduzierbare Ergebnisse zu erhalten, sollten die Schnittlinien nachgefahren werden, bis alle Schnitte gleich tief sind. Nur mit viel Übung und einer gewissen Geschicklichkeit können so reproduzier-bare Gitterschnitte erzeugt werden. Die Auswahl der Prüfstelle an einem Bauteil ist oft entscheidend für das Ergebnis der Haftfestigkeitsprüfung. Kenntnisse über die Rohteilherstellung bzw. -bearbeitung und den Lackierprozess erleichtern die Auswahl. Kantenbereiche und Angusspunkte bei spritzgegossenen Kunststoffbauteilen erweisen sich oft als Schwachstelle. Sehr kritisch zu betrachten ist der zusätzliche Klebebandabzug auf dem Gitterschnitt, der in vielen Prüfvorschriften gefordert wird. Der Klebebandabzug entfernt nicht nur lose Partikel, sondern übt auch eine zusätzliche Haftzugbelastung auf die Beschichtung aus und hat somit einen großen Einfluss auf das Prüfergebnis. Eine wesentliche Rolle spielen hierbei
- der Typ und die Eigenschaften des Klebebands
- das Lacksystem
- die Oberflächenbeschaffenheit der Prüffläche
- die Umgebungsbedingungen
- Anpressverfahren und -druck des Klebebands auf die Oberfläche
- Abzugswinkel und -geschwindigkeit
Das Fraunhofer IPA hat zu diesem Thema ein Projekt mit dem Ziel gestartet, die Einflussfaktoren bei dem Klebebandabzugsvorgang systematisch qualitativ und quantitativ zu erfassen. Aus den erzielten Erkenntnissen werden Optimierungsmaßnahmen abgeleitet, die eine bessere Reproduzierbarkeit und Vergleichbarkeit der Gitterschnittprüfung mit Klebebandabzug ermöglichen. Die bisherigen Untersuchungsergebnisse zeigen unter anderem eine starke Abhängigkeit der Adhäsionskraft des Klebebands von der Oberflächenstruktur und den Beschichtungsmaterialien. Beispielweise befindet sich auf der Oberfläche von einigen haptischen Lacksystemen eine hauchdünne „paraffinartige“ Schicht, die die Haftungskraft des Klebebands auf der Prüffläche stark reduziert und somit das Prüfergebnis signifikant beeinflusst. Diese Schicht lässt sich mit Standardreinigungsverfahren wie zum Beispiel mit einem Isopropanol/Wasser-Gemisch nicht vollständig entfernen. Bei der Interpretation der Gitterschnittkennwerte muss dieser Sachverhalt berücksichtigt werden.
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, michael.hilt@ipa.fraunhofer.de, Manh-Hung Tran, Tel. +49 711 970-1774, manhhung.tran@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung
Hersteller zu diesem Thema: