Technik Produkte Mess- und Prüftechnik
Mit der richtigen Spezifikation die Lackierqualität sichern
Reklamationen schädigen das Image des Unternehmens und verursachen hohe Kosten. Insbesondere in kleinen und mittelständischen Betrieben liegen die Ursachen oft in fehlenden oder unpassenden Spezifikationen.

Das Fraunhofer IPA unterstützt bei der anwendungsorientierten Entwicklung von Produkt- und Fertigungsspezifikationen. In der Produktspezifikation werden die Lackfilmeigenschaften mit zu erfüllenden Prüfkriterien und mit einem entsprechenden Prüfprogramm beschrieben. In der Fertigungsspezifikation werden Angaben im Zusammenhang mit dem Beschichtungsprozess gemacht, z.B.
- Werkstückmaterialien
- Oberflächenbeschaffenheit der Werkstücke vor dem Lackieren (z.B. Topographie, Rautiefe, Verschmutzungen, Ölbelastungen, usw.)
- Vorbehandlungsqualität (z.B. Oberflächenspannung, elektrische Leitfähigkeit, Leitwert des ablaufenden Spülwassers, Strahlqualität, Konversionsschichten, etc.)
- Lackmaterialeigenschaften (Viskosität, Ergiebigkeit, Festkörpergehalt, VOC-Gehalt)
- Farbwechselhäufigkeiten
- vorgegebene Prozesszeiten
Diese Daten müssen zum einen von den fachkompetenten Lackieranlagenplanern und -betreibern eingeholt und verifiziert werden. Zum anderen wird die Fertigungsspezifikation zur Anfrage der Zulieferanten bezüglich der Vorbehandlungsprozesse und der Lackmaterialien benötigt. Nur so sind sinnvolle Vergleiche zum Beispiel von angebotenen unterschiedlichen Lackaufbauten unter Berücksichtigung der dazu erforderlichen Lackierprozesse und Anlagentechnik möglich. Bei der Erarbeitung der Produktspezifikation sollte nicht der Fehler entstehen, dass auf bereits existierende Spezifikationen aus anderen Anwendungen zurückgegriffen wird. So sind zum Beispiel die Anforderungen in der Automobilindustrie sehr hoch. Diese Anforderungen können nur mit hohen Lackierkosten realisiert werden. Teilweise sind diese Vorgaben für andere Anwendungen, beispielsweise im Bereich der Stahl- und Schweißkonstruktionen nicht sinnvoll.
EMPFOHLENE VORGEHENSWEISE
Um die richtigen Spezifikationsvorgaben zu finden, empfiehlt das Fraunhofer IPA folgendes Vorgehen:
- Orientierung an anerkannten Prüfverfahren/-methoden, d.h. nationale und internationale Normen, branchen- oder verbandsbezogene Normen sowie Werksnormen von Kunden
- detaillierte Erfassung des IST-Zustands bezüglich der Produktqualität und der Fertigung
- Analyse von Reklamationen
- Anwendung möglicher Technologien nach dem Stand der Wissenschaft und Technik sowie Einbringung von Erfahrungswerten
- Erstellen eines Spezifikationsentwurfs für die Produktqualität
- interne Abprüfung des Spezifikationsentwurfs
- Diskussion der Versuchsergebnisse der internen Abprüfung mit den Fachabteilungen und evtl. auch mit den Zulieferunternehmen
- endgültige Festlegung der Spezifikation mit detailliertem Prüfprogramm
Angemessener Prüfumfang
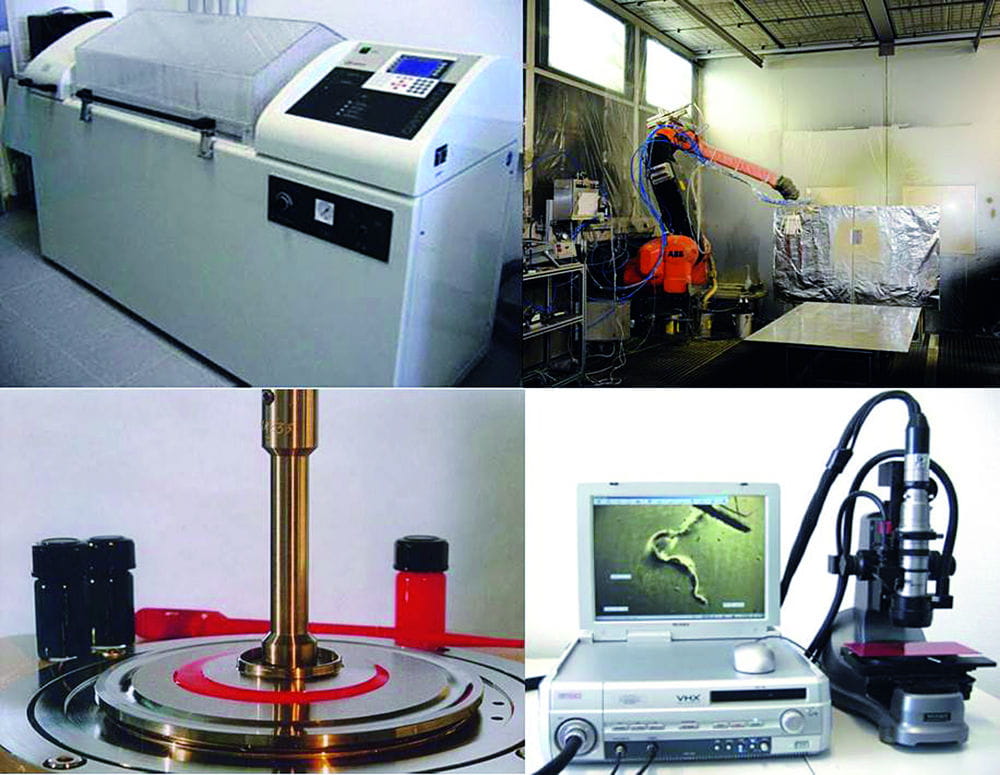
Um die richtigen Spezifikationsvorgaben zu finden, empfiehlt das Fraunhofer IPA eine entsprechend abgestimmte Vorgehensweise (s. Kasten). Für den Umfang des Prüfprogramms gilt die Devise: „So viele Prüfungen wie nötig, so wenig wie möglich“. Hier unterscheidet das Fraunhofer IPA zwischen Prüfungen zur Lieferanten- und Prozessbewertung und der Bauteilbemusterung beispielsweise durch den Lieferanten. Um neue Prozesse und Materialien einzuführen und abzusichern, sind zunächst sehr umfangreiche und teilweise aufwändige Prüfungen nötig. Viele dieser Prüfungen wie beispielsweise der Xenontest nach DIN EN ISO 11341 zur Beurteilung der Farbstabilität nach einer künstlichen Alterung oder die Beurteilung eines Sprühbildes mittels Laser- und Phasen-Doppler-Anemometer, können nicht mehr von kleineren Lackherstellern und mittelständischen Unternehmen durchgeführt werden, da diese in der Regel nicht über die erforderliche Ausstattung mit Fachpersonal und Gerätschaften verfügen. Derartige Prüfungen sind jedoch bei der Prozessauslegung und Spezifikationserarbeitung unabdingbar. Prüfungen zur Prozessabsicherung und zur Findung des Lackmaterials werden häufig an externe und unabhängige Prüflabore wie das Fraunhofer IPA vergeben. Zur Überprüfung von Erstmustern und zur Serienüberwachung durch den Lieferanten wird häufig ein reduzierter Prüfumfang durchgeführt. Dessen Bestandteile sind, je nach Anwendungsgebiet, beispielsweise:
- Bestimmung der Viskosität des Lackmaterials
- Ermittlung des Festkörpergehalts des Lackmaterials
- Lackhaftungsprüfung mittels Gitterschnitt
- klimatische Prüfungen wie der Kondenswassertest
- Elastizitätsprüfungen der Lackschicht mittels Dornbiegetest.
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart, Dr. Michael Hilt, Tel. +49 711 970-3820, michael.hilt@ipa.fraunhofer.de, Rainer Göpfrich, Tel. +49 711 970-1146, rainer.goepfrich@ipa.fraunhofer.de, www.ipa.fraunhofer.de/beschichtung
Hersteller zu diesem Thema: