Technik Produkte Mess- und Prüftechnik
Vom Substrat bis zum Lack
Die Oberflächenqualität von Class A Faserverbundkunststoffen (FVK) für die automobile Außenhaut wird derzeit lediglich subjektiv nach der Lackierung beurteilt. Allerdings kann bereits das Substrat die störende Faserabzeichnung aufweisen. Im aktuellen Forschungsprojekt haben die Audi AG und GSaME jetzt ein Verfahren entwickelt, mit dem eine Oberflächeninspektion der FVK vom Substrat bis zur lackierten Oberfläche möglich ist.

Der heterogene Aufbau der FVK – insbesondere der kohlenstofffaserverstärkten Kunststoffe (CFK) – ist für die hervorragenden gewichtsspezifischen Eigenschaften verantwortlich. Die unterschiedlichen Wärmeausdehnungskoeffizienten der einzelnen Werkstoffkomponenten und das Quellverhalten der polymeren Matrix führen jedoch bei hohen Temperaturen und Feuchtigkeit während der Herstellungs-, Lack- und Nachbehandlungsprozesse zu einer Abzeichnung der regelmäßigen Strukturen der maschinell hergestellten Faserhalbzeuge an den Oberflächen der FVK. Dieser Effekt der Faserabzeichnung wird dabei für das menschliche Auge bei einer direkten Reflektion von gerichtet einfallenden Lichtstrahlen auf hochglänzenden Lackierungen als störender wahrgenommen als auf relativ matten Substraten oder bei Mattlackierungen. Das führt im direkten Vergleich zu faserabzeichnungsfrei lackierten Oberflächen herkömmlicher Substrate wie Aluminium oder Stahl zu einem deutlich schlechteren Abschneiden der Class A FVK Oberflächen.
Aufwändige Lackierprozesse

Grafik 2: Ähnliche Strukturen beim Roping von Aluminiumblechen.
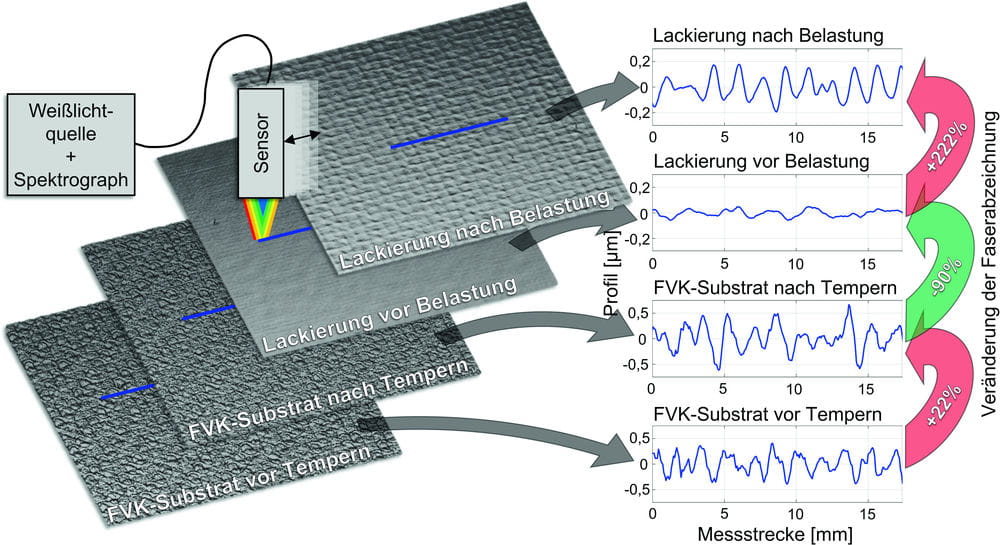
FVK durchlaufen üblicherweise schonendere Lackierprozesse mit geringeren Temperaturen und zusätzlichen Bearbeitungsschritten. Dies ist zeit- und kostenintensiv. Die Beurteilung der Faserabzeichnung nach dem Lackierprozess ist oftmals bereits zu spät und erzeugt erhöhten Nacharbeitsaufwand oder sogar unnötigen Ausschuss. Konventionelle Messtechnik, wie das taktile Perthometer zur Erfassung der Rauheitskenngrößen auf Substratblechen oder das Wavescan zur Beurteilung der Lackfilmstruktur, spiegelt nach näheren Untersuchungen nicht die subjektive Wahrnehmung zur Beurteilung des Phänomens der Faserabzeichnungen wider. Außerdem sind beide Verfahren nicht zur durchgängigen Erfassung der Oberflächenbeschaffenheit vom Substrat bis zur lackierten Oberfläche entwickelt worden. Nach der Evaluierung unterschiedlicher optischer Messprinzipien – vom Autofokussensor bis zur winkelaufgelösten Streulichtmethode – hat sich zur Erfassung der anspruchsvollen Oberflächen der Class A FVK hinsichtlich einer durchgängigen Inspektion der Oberflächen der konfokal-chromatische Sensor als zielführend herausgestellt. Bei diesem Prinzip wird die chromatische Aberration – eigentlich ein Abbildungsfehler optischer Linsen – dazu genutzt, um Licht einer Weißlichtquelle wellenlängenabhängig unterschiedlich stark zu fokussieren. Je nach Abstand der Oberfläche vom Sensor wird zurückgestrahltes Licht mit einer bestimmten Wellenlänge an einer konfokalen Lochblende vorbei zum Detektor geführt. Dieser ermittelt anhand einer Spektralanalyse die von der Oberfläche reflektierte Wellenlänge und somit den punktuellen Abstand zur Oberfläche. Mittels einer x-y-Kinematik sind mit diesem Verfahren neben dreidimensionalen Flächenscans – analog zum Wave-scan – auch zweidimensionale Linienscans möglich. Während die Dauer für flächige Messungen abhängig von der lateralen Auflösung ist und bei einem Abstand der Messpunkte von 75 µm und einer Messfeldgröße von 50 x 50 mm ca. 20 min beträgt, sind einzelne Linienscans bereits innerhalb von wenigen Sekunden erfasst. Die Faserabzeichnung liegt gleichmäßig verteilt auf den Oberflächen der FVK vor und erfordert daher – analog zur Erfassung der gleichmäßig verteilten Lackfilmstruktur beim Wave-scan – lediglich eine stichprobenartige Erfassung der Topographie durch 2D-Linienscans, um eine Aussage über das Auftreten der Faserabzeichnung auf der gesamten Bauteiloberfläche zu treffen.
Reproduzierbare Beurteilung
| Ergebnisse |
| In dem Forschungsprojekt der GSaME und Audi AG wurden u.a. direkte Einflüsse von Temperatur und Feuchtigkeit auf die Ausprägung der Faserabzeichnung nachgewiesen. Dabei untersuchten die Forscher die Entwicklung der Faserabzeichnung über den gesamten Lackprozess vom Substrat bis zur lackierten Oberfläche anhand unterschiedlicher Materialien, Herstellungsverfahren und Lackierungen. |
Nach einem speziell auf die Ausprägung der Faserabzeichnung angepassten Auswertungsschema wird jeder Profilschnitt in mehrere Teilabschnitte unterteilt, in denen die durch die Faserabzeichnung an der Oberfläche erzeugten Höhenunterschiede ermittelt werden und anschließend jeweils ein Median pro Profilschnitt gebildet wird. Anhand dessen ist eine direkte Aussage zur Oberflächenqualität der FVK mit dem konfokal-chromatischen Sensor vom Substrat bis zur lackierten Oberfläche mit einem einheitlichen und speziell auf die Faserabzeichnung zugeschnittenen Messwert möglich. So können unterschiedliche Herstellungsverfahren, Prozessparameter und Umwelteinflüsse hinsichtlich ihrer Auswirkung auf die Ausprägung der Faserabzeichnung entlang einer Prozesskette reproduzierbar beurteilt und miteinander verglichen werden. Abbildung 1 zeigt neben den 3D-Flächenscans exemplarische, gefilterte 2D-Profilschnitte einer FVK-Oberfläche nach bestimmten Prozessabschnitten. Man erkennt zunächst einen deutlichen Anstieg der Faserabzeichnung, die durch ein nachträgliches Tempern hervorgerufen wird. Eine aufwändige Lackierung hat u.a. durch den Einsatz aufwändiger Substrat- und Zwischenschliffe das Potenzial, die Ausprägung der Faserabzeichnung nahezu vollständig zu nivellieren. Nachträgliche Umwelteinflüsse wie erhöhte Temperaturen oder Feuchtigkeit können bei diesen Oberflächen erneut eine deutliche Zunahme der Faserabzeichnung erzeugen. Ein denkbares Anwendungsszenario des Verfahrens aufgrund der Analogie der Oberflächenerscheinung zur Faserabzeichnung ist das Phänomen der Querrecknarbigkeit bzw. des Ropings bei Aluminiumblechen. Das entsteht nach dem Umformen und zeichnet sich durch linienförmige Oberflächenunruhen ab. In Abbildung 2 sind die Ähnlichkeiten des Roping-Profils zur Faserabzeichnung zu sehen.
Zum Netzwerken:
GSaME, Uni Stuttgart, Matthias Krämer, Tel. +49 178 6332354, matthias.kraemer@gsame.uni-stuttgart.de, www.gsame.uni-stuttgart.de;
Audi AG, Ingolstadt, Tel. +49 841 8956433, thomas.dauser@audi.de, www.audi.com
Hersteller zu diesem Thema: